

Слов нет, между двумя войнами серьёзный прогресс приключился и в металлургии, и в химических производствах, и в обработке металлов давлением, и в сварочном деле, да и в конструировании военной техники произошёл ряд прорывов. Но весь этот прогресс и все эти прорывы невозможно было бы реализовать на практике без подобающего развития станкостроения.
Читаем книгу "Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957." https://yadi.sk/i/_L9Vi2_qCw_2...
О развитии отечественного станкостроения в годы 2-й и 3-й пятилеток https://cont.ws/@mzarezin1307/... , о развитии мирового станкостроения в те же годы - https://cont.ws/@mzarezin1307/...
О производстве токарных станков - https://cont.ws/@mzarezin1307/...
О производстве карусельных, револьверных станков и токарных автоматов - https://cont.ws/@mzarezin1307/...
О производстве сверлильных и расточных станков - https://cont.ws/@mzarezin1307/...
Продолжим.
I. Капиталистические страны
Агрегатные станки. Большие технологические преимущества специализированных станков, построенных на базе стандартизированных агрегатов и узлов, были высоко оценены
-311-
зарубежными станкостроителями. Однако наиболее широко полно вопросы стандартизации были разработаны лишь в применении к группе сверлильно-расточных станков. В этих станках конструктивная идея создания стандартных агрегатов нашла наиболее законченное выражение.
Однако вслед за этим встал вопрос о том, чтобы и иные группы металлорежущих станков (фрезерные, шлифовальные, алмазнорасточные и др.) строить на основе принципов стандартизации агрегатов. В частности, фирма Ингерсол перед войной работала над созданием универсальных стандартных агрегатов. Известные силовые узлы «Pawer pack», являвшиеся основой создания агрегатных станков, были применены фирмой как для сверлильно-расточных, так и фрезерных станков. Фирмой Ингерсол был построен ряд станков в которых соблюдалось единство применения как силовых, так и других стандартных элементов — станин, направляющих и др.
Вслед за Ингерсол ряд других фирм начал работать над созданием агрегатных станков фрезерного типа. Небольшую попытку сделала фирма Санстренд, выпустив простой однооперационный агрегатный фрезерный станок.
Однако наибольших успехов в этом деле достигла фирма Ньютон. Используя свой опыт изготовления специальных типов фрезерных станков, фирма Ньютон разработала свою систему агрегатирования фрезерных станков. Основой этой системы служили два главных агрегата: стандартная фрезерная головка простой «пакетной формы» и независимый самодействующий стол, на котором могло быть установлено или изделие, или сама фрезерная головка (работа с неподвижным изделием). Благодаря простой форме самой фрезерной головки возможно было создавать мощные жесткие конструкции специальных фрезерных станков.
— 312 —
II. СССР
Агрегатные и специальные станки. Проектирование и освоение производства большого количества специализированных и специальных станков для автотракторной, авиационной и оборонной промышленности представляло собой поворотный момент в истории советского станкостроения.
— 288 —
Пока молодое советское станкостроение занималось налаживанием производства универсальных станков всех групп и видов, оно не имело прямой возможности оказывать воздействие на преобразование технологии машиностроения.
Появление станков специализированного типа с наладками, а также специальных станков создало и со временем увеличило влияние станкостроения на технологию машиностроения.
Интересно сопоставить уровень производства специальных станков в первой и второй пятилетках.
В первой пятилетке было освоено только два размера колесно-токарных станков для ж.-д. транспорта.
Во второй пятилетке уже можно отметить освоение нового производства: двух типов станков для обточки коленчатых валов автомобильных двигателей, станков для обработки тюбингов метро, двух типов станков для шлифования коленчатых валов, трех типов станков для шлифования деталей шарико- и роликоподшипников, трубонарезных и муфтонарезных станков, агрегатных станков и ряда других специальных станков для оборонной промышленности.
Во многих случаях качество изготовленных специальных станков было неудовлетворительным.
Кроме того, освоение и выпуск специальных станков во второй пятилетке были еще незначительными.
Однако во второй и третьей пятилетках советские станкостроители сделали большой творческий вклад в дело создания собственных оригинальных конструкций станков.
Так, в течение 1934—1940 гг. в ЭНИМСе были спроектированы, а на заводе «Станкоконструкция» построены отечественные агрегатные станки, сыгравшие огромную роль в деле механизации и автоматизации технологических процессов машиностроения и внедрения поточных методов изготовления изделий. Агрегатные станки послужили основой для создания автоматических станочных линий и автоматических заводов.
Применение агрегатных станков, основой которых являлись нормализованные функциональные агрегаты, узлы и детали, оказалось наиболее эффективным при создании высокопроизводительных станков многоинструментного типа.
Компоновка специальных станков из технологически отработанных нормализованных агрегатов, объединенных единой системой гидравлического, электрического или иного управления, создала ряд преимуществ для промышленности, а именно: 1) сокращение сроков проектирования и освоения новых станков наиболее высокой производительности, 2) уменьшение стоимости станков; 3) широкие возможности
— 290 —
периодического обновления и модернизации станков, а также замены отдельных элементов конструкции; 4) значительное упрощение обслуживания и ремонта станков; 5) возможность автоматизации цикла обработки; 6) увеличение числа выполняемых операций; 7) широкие возможности перенастройки.
Благодаря применению принципов агрегатирования появилась возможность широко внедрять высокопроизводительные специальные станки, обеспечивающке высокое качество обработки, стандартные качества и низкую себестоимость продукции.
Принципом агрегатирования в первую очередь были охвачены сверлильные и расточные станки, предназначенные для обработки заготовок, неподвижных в процессе обработки, что позволяло обрабатывать детали одновременно с разных сторон большим количеством инструментов.
При выборе типа агрегатного станка учитывались устойчивость конструкции изделий, необходимая точность обработки и требуемая производительность. На одной позиции обычно сосредоточивается одновременная обработка большого количества поверхностей, не очень резко отличающихся по размерам и точности.
Экономическая целесообразность применения агрегатных станков определяется их более высокой производительностью по сравнению с универсальными станками.
Повышение степени загрузки (коэффициента использования) станков в случае необходимости достигается последовательным выполнением на них нескольких операций обработки одних и тех же или близких по конструкции и размерам изделий.
Повышение скорости относительных движений заготовок и инструментов, уменьшение пути и количества не совмещенных во времени движений, повышение числа одновременно работающих инструментов и их нагрузки, — все это увеличивает производительность процесса механической обработки.
Сокращение количества движений, необходимых для обработки деталей, позволило значительно упростить конструкцию станка.
Для увеличения выпуска деталей небольших размеров применяются агрегатные станки, на которых в каждой позиции обрабатывается одновременно несколько изделий.
История агрегатного станкостроения в СССР характсризовалась до войны следующими этапами.
В начале 30-х годов ЭНИМСом были разработаны стандартные узлы для многошпиндельных и многопозиционных сверлильно-расточных станков.
— 291 —
В 1934 г. были запроектированы и освоены стандартные самодействующие головки простейшего типа мощностью 5 и 10 л. с., вертикальные и горизонтальные станины, гидравлический привод, элементы подачи, распределительные устройства, путевое управление. В это же время был построен первый двусторонний 24-шпиндельный станок для обработки заднего моста автомобиля.
В 1935 г. был выпущен 36-шпиндельный вертикальный сверлильно-расточной станок, предназначенный для обработки отверстий в ступице колеса автомобиля. Значительным шагом вперед в области развития агрегатных станков, сокращения сроков их изготовления явилось применение сварных конструкций крупных базовых деталей станков, что послужило началом широкого использования сварных конструкций в станкостроении.
В 1936 г. ЭНИМС создал большое количество многошпиндельных и многопозиционных агрегатных станков разнообразных типов, необходимых для тракторных заводов.
Часть этих станков была снабжена самодействующими гидравлическими силовыми головками мощностью 3; 5; 10 и 20 л. с. и самодействующими механическими резьбонарезными головками. Гидравлические головки мощностью 10 л. с. и более являлись самодействующими только на многосторонних горизонтальных станках, где у каждой головки был свой, отличный от других, цикл подачи.
Двусторонние агрегатные станки с одинаковым циклом разных силовых головок строились с вынесенным гидроприводом, что давало возможность привод подачи осуществлять от одной насосной установки. Синхронизация движений головок обеспечивалась реечным механизмом. По этой системе строились и агрегатные вертикальные станки. В дальнейшем практика выпуска и эксплуатации этих станков показала, что централизация гидравлического привода для комплекта головок имеет ряд существенных недостатков, в силу чего во всех агрегатных станках последующих конструкций начали применять исключительно самодействующие силовые головки.
Конструкции агрегатных станков в значительной мере были усовершенствованы путем введения электрического управления, которое обеспечивало более надежное выполнение сложных циклов и синхронизацию движений самодействующих силовых головок на многосторонних станках.
Созданные в то время стандартные узлы (панели) управления сохранялись долгое время без принципиальных изменений и фактически послужили основой для установки унифицированных панелей на разных типах станков.
— 292 —
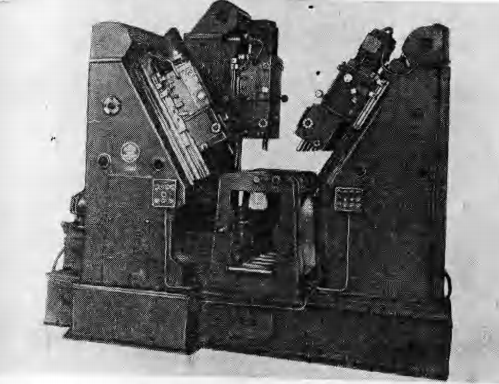
Фиг. 152. Специальный агрегатный станок типа 4Э01
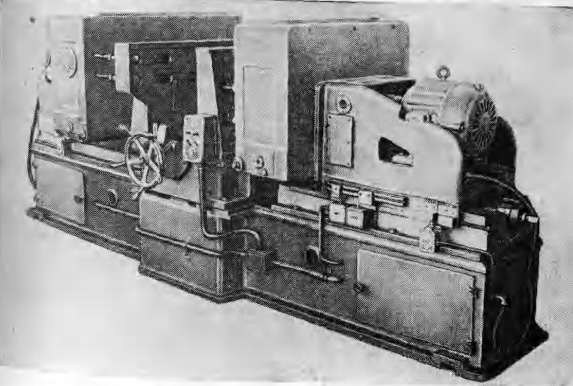
Фиг. 153. Специальный агрегатный станок типа 4Э32.
— 293 —
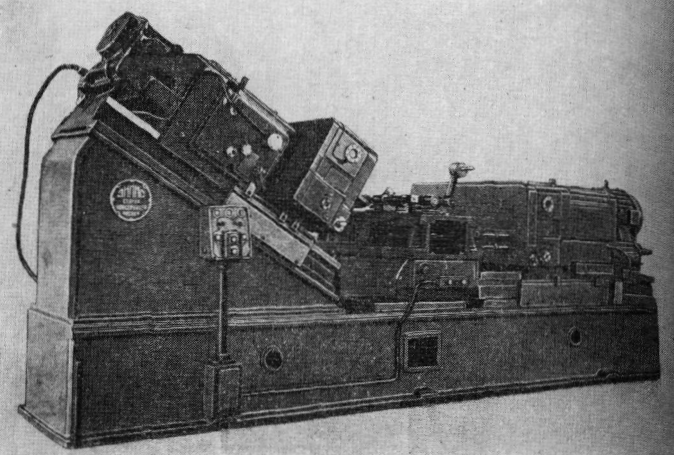
Фиг. 154. Специальный агрегатный станок типа 4Э03.
В качестве примеров агрегатных станков, построенных в 1937—1938 гг., можно привести мод. 4Э01 (фиг. 1,52), мод. 4Э32 (фиг. 153), мод. 4Э03 (фиг. 154) и мод. 4ЭЗЗ (фиг. 155).

Фиг. 155. Специальный агрегатный станок типа 4ЭЗЗ.
— 294 —
В довоенное время на заводе «Станкокоиструкция» было построено значительное количество агрегатных станков, главным образом для автотракторной промышленности, разработаны и освоены типовые конструкции агрегатных станков почти для всех основных сверлильно-расточных операций, включая самые точные и сложные.
Созданием в СССР (в 1934—1940 гг.) агрегатного станкостроения была заложена твердая база для дальнейшего раз-
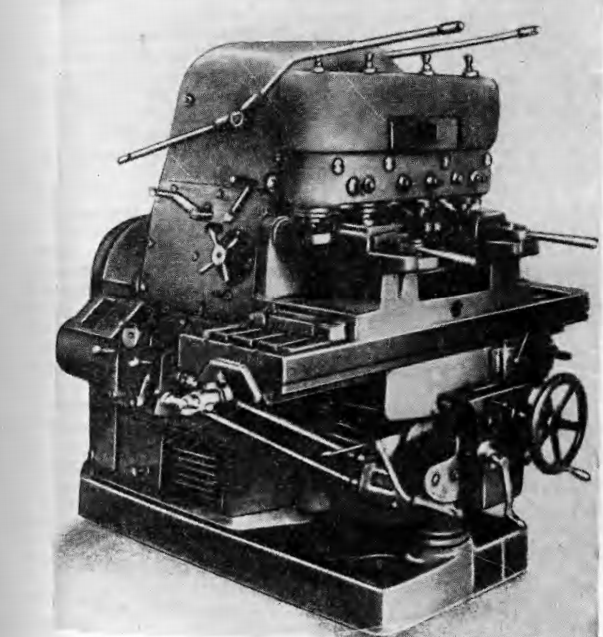
Фиг. 156. Станок для фрезерования всасывающей и выхлопной трубы, мод. 6С42 (ГЗФС).
— 295 —
вития наиболее прогрессивных методов проектирования и изготовления высокопроизводительных станков.
Принципы агрегатирования начали применяться не только в станках разных типов, но и были широко использованы в разных видах машиностроения.
Значительных успехов в деле изготовления специализированных станков добился в годы перед войной и Горьковский завод фрезерных станков. Выпущенные этим заводом многочисленные конструкции специальных станков (фиг. 156) сыграли большую роль в оборудовании новых автомобильных, тракторных и других заводов.
Общий выпуск в СССР специальных, специализированных и агрегатных станков в 1940 г. составил 6,7 тыс. шт.




Оценили 3 человека
7 кармы