

Читаем книгу "Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957." https://yadi.sk/i/_L9Vi2_qCw_2...
I. Капиталистические страны
Шлифовальные и доводочные станки. Заграницей станки шлифовальной группы играли исключительно важную роль, поскольку они, в основном, обеспечивали обработку деталей машин с той высокой точностью, которая требовалась современному машиностроению, и давали возможность обрабатывать закаленные и цементованные детали, количество которых неизменно возрастало наряду с повышением мощности и быстроходности машин.
По данным за 1935 г., производством шлифовальных станков были заняты в США — 62 фирмы, в Германии — 47 фирм, в Англии — 26 фирм.
Значительным новшеством в области отделочных станков явилось перед войной введение процесса суперфиниш, впервые примененного в Америке фирмами Крайслер и Фостер.
Суперфиниш являлся процессом весьма тонкой окончательной обработки, при котором изменения формы и размеров происходили в очень узких пределах, в силу чего перед суперфинишем изделия должны были быть обработаны очень точно.
Станки для суперфиниша в короткий срок получили знаительное распространение и признание и строились фирмами Фостер и Нортон (США) в самых разнообразных типах и модификациях.
— 315 —
II. СССР
Станки шлифовальной группы. Совершенно незначительным было в первой пятилетке производство шлифовальных станков. В 1932 г. было выпущено всего лишь около 250 станков.
Во второй пятилетке советское станкостроение добилось больших успехов в развертывании производства ряда универсальных круглошлифовальных, бесцентрово-круглошлифовальных и плоскошлифовальных станков.
В 1940 г. шлифовальные станки уже выпускались в количестве 2,1 тыс. шт.
Номенклатура освоенных производством шлифовальных станков в СССР была к 1940 г. доведена до 67 моделей. Наиболее крупными заводами, производившими в Советском Союзе шлифовальные станки для наружного, внутреннего и плоского шлифования, являлись Харьковский завод шлифовальных станков, МСЗ (быв. «Самоточка») и завод «Станконормаль».
На этих и на других заводах в последние годы перед войной был освоен ряд производительных и точных станков, не уступавших по своему качеству современным заграничным моделям шлифовальных станков.
Основным недостатком, как и в других группах станков, являлся относительно узкий типаж выпускаемых шлифовальных станков, не удовлетворявший полностью запросы промышленности. Не производились еще мелкие кругло- и плоско шлифовальиые станки, необходимые для приборостроения и легкого машиностроения (планетарные внутришлифовальные станки), а также крупные шлифовальные станки для тяжелого машиностроения. В незначительном количестве и типаже выпускались плоскообдирочные станки, производительность которых была во много раз выше производительности фрезерных и строгальных станков. Из числа специализированных шлифовальных станков отсутствовали в планах производства заводов резьбошлифовальные и зубошлифовальные станки, координатные станки для шлифования кондукторов, станки для шлифования коленчатых и распределительных валов, распределительных кулачков, шлицевых валов и др.
- 281-
Перед войной в СССР только начиналось освоение бесцентровых внуфишлифовальных станков для небольших изделий.
Отечественные заводы также мало использовали всякого рода специальные приспособления и узлы, значительно увеличивавшие область применения станков и их производительность.
В отношении внешней отделки советские станки уступали заграничным.
Вместе с тем большинство советских станков уже обладало гидравлическими механизмами поступательных перемещений и контрольно-измерительной аппаратурой, также не уступавшими заграничным.
Изготовленные станки для заточки инструмента находились на вполне удовлетворительном уровне.
Хуже обстояло дело с освоением всего необходимого типажа станков, в особенности станков, предназначенных для заточки сложных инструментов, в частности, зуборезных и протяжных, потребность в которых росла с каждым годом.
Хонинговальные станки применялись заграницей главным образом для отделки внутренних цилиндрических поверхностей. Станки для хонингования наружных поверхностей штоков, труб и т. п. появились незадолго до войны и не получили еще значительного распространения. Хонинговальные станки нашли широкое применение на автомобильных и авиамоторных заводах для отделки цилиндров двигателей. Эти станки изготовлялись Одесским заводом имени Ленина в виде вертикальных одношпиндельных (диам. 150 и 250 мм) и многошпиндельных (диам. 150 мм) вполне современных конструкций, высокой жесткости, с гидравлическим оборудованием, удобным обслуживанием и возможностью гидравлического разжима брусков.
Возникала острая необходимость в значительном расширении типажа хонинговальных станков в соответствии с потребностью в них различных отраслей машиностроения и в организации производства горизонтальных одношпиндельных станков для обработки отверстий диаметром 40; 80; 400 и 650 мм.
Необходимо было выпускать и станки вертикального типа для хонингования отверстий диаметром 6—50 мм для обработки зубчатых колес, поршней, втулок, роликов и шариков.
Доводочные станки МСЗ (притирочные, лапинговальные) являлись вполне совершенными, обладали жесткой конструкцией и гидравлическими механизмами для подъема верхнего
— 282 —
диска и механизма правки доводочных дисков. Ряд специальных притирочных станков для доводки торцов роликов, калибров-пробок, плиток, арматуры, шеек коленчатых валов изготовлялся на отечественных заводах только для собственых нужд (завод «Калибр», Тормозной завод). Станки ХСЗ для притирки шеек коленчатых валов устарели и подлежали замене станками для суперфиниша. ЭНИМС запроектировал и построил бесцентровый доводочный станок, работавший периферией круга.
Экспериментальные исследования суперфиниша, проведенные ЭИИМСом на специально изготовленных приспособлениях, дали положительные результаты. Поэтому еще перед войной было намечено производство этих станков для крупносерийного и массового производства подшипников качения, автомобилей, авиамоторов и т. д.
Полировальные станки современных конструкций выпускались заводом имени Кирова (простые двухдисковые) и заводом ЦНИИТМАШ (полуавтоматы для фар). На очереди стоял вопрос об увеличении типажа этих станков и организации изготовления мелких полировальных станков, полировальных головок с приводом от электродвигателя и бесцентровых полировальных станков.
Из группы заточных станков в первой пятилетке изготовлялись только простые точила и пилоточки.
Во второй пятилетке заводы уже выпускали универсальнозаточные станки, станки для заточки сверл, червячных фрезеров, резцов. В 1940 г. в СССР было выпущено 4,3 тыс. заточных станков, не считая точильно-полировальных.
Основным заводом по производству простых и универсальных круглошлифовальных станков был Харьковский станкостроительный завод. Завод с 1935 г. начал выпуск круглошлифовальных станков. С 1937 г. завод постепенно освоил производство всей гаммы круглошлифовальных станков: по простым станкам — начиная со станков с наибольшим диаметром шлифования 150 мм и наибольшей длиной между центрами 750 мм и кончая моделью для шлифования изделий наибольшим диаметром 500 мм и наибольшей длиной 3000 мм; по универсальным станкам — для шлифования изделий, начиная от диаметра до 250 мм при наибольшей лине до 750 мм (фиг. от 145) и кончая диаметром 350 мм при наибольшей длине 1000 мм.
Кроме того, этот же завод выпускал врезные круглошлифовальные полуавтоматы.
Мелкие круглошлифовальные станки выпускали отдельные предприятия, не являвшиеся специализированными
283
станкостроительными заводами. Инструментальный завод имени Воскова и завод ОЗПО во Владимире выпускали универсальные круглошлифовальные станки для шлифований изделий диаметром до 25 мм. Ворошиловградский завод в течение ряда лет выпускал универсальные круглошлифовальные станки для наиболыщгео диаметра шлифования 150 мм.
Подобные же станки изготовляли также Московский завод Реммаштреста и Златоустовский инструментальный завод.
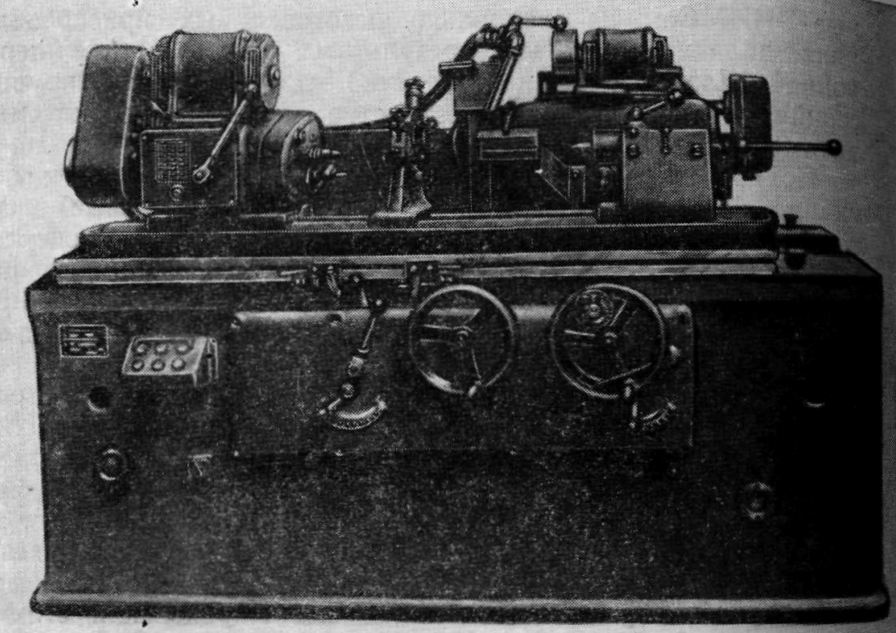
Фиг. 145. Универсальный круглошлифовальный станок мод. 313. Диаметр шлифования 250 мм. Длина шлифования 750 мм.
По группе специализированных круглошлифовальных станков Харьковский станкостроительный завод в довоенный период выпустил большое количество различных моделей. Сюда относятся станки для шлифования распределительных валов, для перешлифовки шеек коленчатых валов при ремонте (фиг. 146), станки для шлифования шатунных шеек коленчатых валов, торцевые круглошлифовальные станки и д-р Заводы имени Ильича в Ленинграде, «Станконормаль», имени Свердлова и МСЗ выпустили ряд специализированных
— 284 —
станков для шлифования колец шарико- и роликоподшипников.
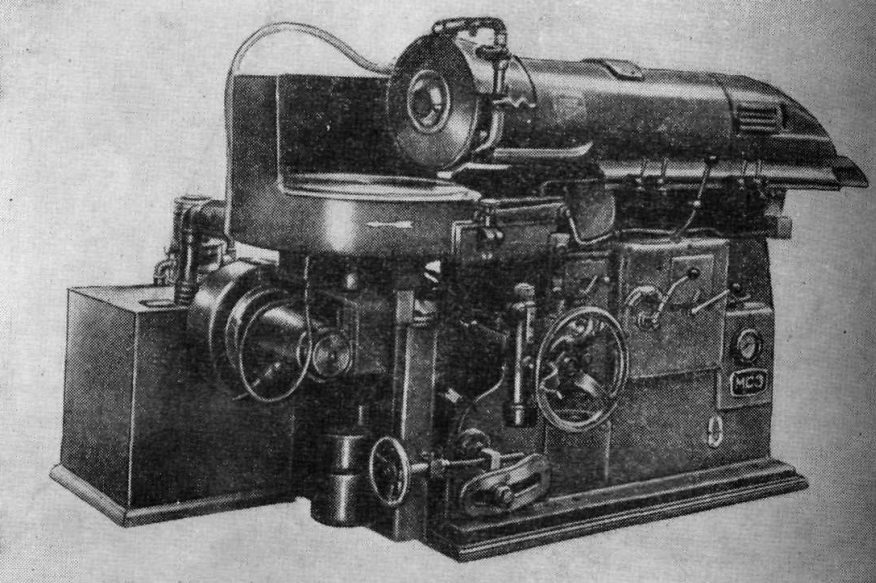
Бесцентрово-шлифовальные станки трех размеров для изделий диаметром 3—60 и 10—150 мм в горизонтальном и наклонном исполнениях (фиг. 147) выпускал Тульский завод.
Внутришлифовальные станки изготовляли Ворошиловградский завод и завод «Станконормаль». Последний освоил перед войной новые модели станков для шлифования отверстий диаметром до 50 и 200 мм, а также внутришлифовальный полуавтомат с автоматическим измерением шлифуемого отверстия калибрами для деталей с отверстием диаметром до 50 мм.
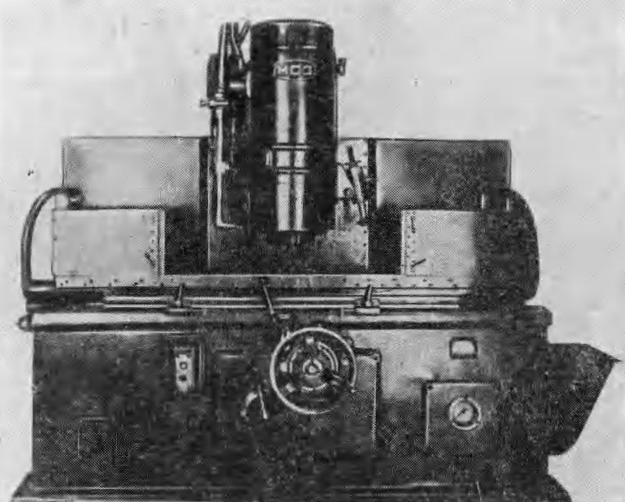
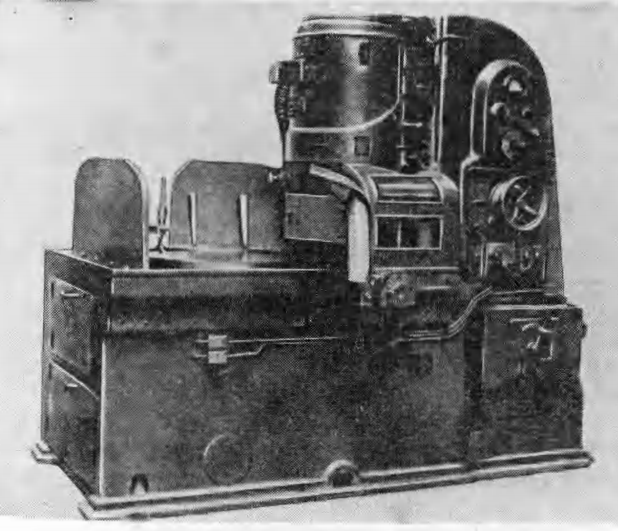
Основным заводом по производству плоскошлифовальных станков был Московский завод плоскошлифовальных станков (МСЗ). Этот завод, занятый ранее производством шепингов и долбежных станков, с 1937 г. перешел на производство плоскошлифовальных станков, требующее значительно более высокой технической культуры. В довоенный период этот завод освоил станки с горизонтальным шпинделем и прямоугольным столом площадью 300X750 и 300X1000 мм, модели с вертикальным шпинделем и столом площадью 300 X 750 (фиг. 148), 300X1250, 400 X 1500 мм, а также вертикальные станки с круглым столом диаметром 750 (фиг. 149) и 1200 мм. Завод выпускал также плоскошлифовальные станки типа «шепинг» со шлифовальным шпинделем на ползуне и круглым столам диаметром 750 мм (фиг. 150). Перед войной МСЗ приступил к освоению новой гаммы унифицированных плоскошлифовальных станков с прямоугольным столом, с вертикальными и горизонтальными шпинделями.
Эти станки, стоявшие на уровне современных технических требований, были спроектированы с учетом выпуска их крупными сериями.
Резьбошлифовальные станки упрощенной конструкции изготовлялись с 1939 г. на одном из неспециализированных ленинградских заводов; в системе станкостроительной промышленности резьбошлифовальные станки до войны не производились. Станки для шлифовапия шлицевых валов изготовлялись на Харьковском станкозаводе с 1938 г.; в 1940 г. первая модель была заменена более совершенной.
Основным заводом по производству заточных станков в довоенные годы был Ленинградский завод имени Ильича. В связи с загрузкой этого завода производством конструктивно более сложных станков изготовление более простых
— 285 —

Фиг. 146. Круглошлифовальный станок для перешлифовывания коленчатых валов мод. ЗН42. Диаметр изделия 600 мм. Длина шлифования 1500 мм (Харьковский станкозавод).

Фиг. 147. Бесцентрово-шлифовальный станок мод. 3182. Наименьший и наибольший диаметры шлифования 10—160 ли/. Расстояние между центрами кругов 635 мм (Тульский завод).
— 286 —
Фиг. 148. Плоскошлифовальный станок с вертикальным шпинделем мод. 3732. Размер стола 300x 750 мм (МСЗ).
Фиг. 149. Плоскошлифовальный станок с вертикальным шпинделем и круглым столом мод. 371М. Диаметр стола 750 мм (МСЗ).
— 287 —
станков, например для заточки резцов, было передано заводу имени Кирова в Витебске.
Основной универсальный заточной станок (фиг. 151) завод имени Ильича освоил в 1936 г. Станок для заточки пил п0 дереву выпускался с 1934 г., для заточки пил по металлу — с 1936 г., для заточки сверл — с 1936 г.
Фиг. 150. Плоскошлифовальный станок с горизонтальным шпинделем и круглым магнитным столом мод. 3576. Ширина шлифования 425 мм, длина шлифования 425 мм (МСЗ).
Вертикальные гидрофицированные станки для хонингования отверстий строил с 1938 г. Одесский завод имени Ленина.
Эти станки выпускались в одношпиндельном и многошпиндельном исполнениях. Для машинно-тракторных мастерских завод имени Ленина выпустил в 1940 г. упрощенный вертикальный хонинговальный станок с механической подачей хона.
-288-

Фиг. 151. Универсально-заточной станок мод. ЗА64. Высота центров 125 мм, расстояние между центрами 650 мм (завод имени Ильича в Ленинграде).
— 289 —
_____________________
О развитии отечественного станкостроения в годы 2-й и 3-й пятилеток https://cont.ws/@mzarezin1307/... , о развитии мирового станкостроения в те же годы - https://cont.ws/@mzarezin1307/...
О производстве токарных станков - https://cont.ws/@mzarezin1307/...
О производстве карусельных, револьверных станков и токарных автоматов - https://cont.ws/@mzarezin1307/...
О производстве сверлильных и расточных станков - https://cont.ws/@mzarezin1307/...
О производстве агрегатных и специальных станков - https://cont.ws/@mzarezin1307/...
О фрезерных станках - https://cont.ws/@mzarezin1307/...
О зубообрабатывающих станках - https://cont.ws/@mzarezin1307/...



Оценили 8 человек
19 кармы