

Продолжаю выкладывать фрагменты из книги "Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957." https://yadi.sk/i/_L9Vi2_qCw_2...
Недавно выложил раздел, посвящённый развитию отечественного станкостроения в годы 2-й и 3-й пятилеток https://cont.ws/@mzarezin1307/... и раздел, посвящённые развитию мирового станкостроения в те же годы - https://cont.ws/@mzarezin1307/...
Но, помимо описания состояния станкостроения в этот период в целом, книга содержит и свод данных о развитии производства отдельных групп станков. Полагаю, что и это интересно и важно.
I. Капиталистические страны
Токарные станки. Все возраставшее развитие военной техники и авиации вызвало перед войной расцвет приборостроительной и прецизионной индустрии. В связи с этим, во всех странах резко повысился интерес к точным станкам, в первую очередь — токарным.
Наиболее передовой в области производства прецизионных и часовых станков страной издавна считалась Швейцария. Эта страна, не обладавшая собственной металлургией, создала у себя производство высококвалифицированных машин, вкладывая в них большое количество труда и малое количество металла. Тонна изделий швейцарской машиностроительной промышленности и станкостроения являлась и является до сих пор самой дорогой в мире.
Всемерное расширение прецизионного станкостроения являлось характерной чертой развития станкостроения перед войной во всех капиталистических странах. Одновременно все страны (в том числе и США) увеличивали импорт точного оборудования из Швейцарии, нейтральное положение которой
— 308 —
способствовало усилению ее роли как мирового экспортера точных станков.
Высокого уровня перед войной достиг выпуск быстроходных токарных станков, а также упрощенных продукционных станков.
В области технического усовершенствования и модернизации токарных станков опыт иностранных передовых станкостроительных заводов показал целесообразность осуществления ряда конструктивных мероприятий, в том числе: конструктивной разработки коробок передач закрытого типа без рычага Мортона; разработки фартука с одной рукояткой управления по образцу фирмы Магдебург, нашедшей правильное решение для этой части станка; введения роликовых опор для задних бабок, позволявших легко переводить бабку из одного положения в другое и утопающих при зажиме бабки в требуемом положении; закалки направляющих станин; выбора материала и специального режима обработки ходовых винтов, направленных на уменьшение деформации во время обработки и последующей эксплуатации.
Многорезцовые станки. При конструировании многорезцовых станков была обнаружена общая для всей группы токарных станков тенденция к повышению быстроходности. Показательным являлся пример фирмы Хеймемани, выпустившей станок с максимальным для того времени числом оборотов 3000 в минуту. Занимая промежуточное положение между обычными токарными станками и полуавтоматами, многорезцовые станки, по мере повышения серийности выпуска в машиностроении, воспринимали работу токарных станков, освобождаясь, с другой стороны, от работ с большей серийностью, которые предназначались для полуавтоматов.
Специальные токарные станки. Специальные токарные станки отличались жесткой конструкцией, высокой мощностью и особыми формами, обеспечивающими свободный отвод стружки.
С точки зрения жесткости конструкций представлял известный интерес снарядный станок германской фирмы Вирт, в котором передняя и задняя бабки были отлиты за одно целое вместе со станиной.
При большом разнообразии конструктивных решений в Германии (станки фирм Хассе-Вреде, Берингер, Вирт, Магдебург) число типоразмеров снарядных станков было очень ограничено. Все типы снарядов калибром от 76 мм и выше обрабатывались на станках не более чем трех разных типоразмеров: один типоразмер для снарядов диаметром 76—107 и 128 мм и длиной 500—600 мм, другой — для снарядов диа-
— 309 —
метром 152—180—203—210—300 мм и длиной до 900— 1200 мм и, наконец, третий для снарядов диаметром 280—500 мм и длиной до 1800—2000 мм.
Мощность токарных специальных станков колебалась от 45—60 л. с. у самых мелких станков и до 120—130 л. с. у крупных станков. Большое количество отделяемой стружки часто заставляло фирмы применять обратное вращение шпинделей, при котором вес стружки содействовал свободному сходу ее с резца.
Как обдирочные, так и чистовые токарные станки имели узкий диапазон скоростей и подач. Некоторые станки были рассчитаны исключительно на работу с резцами, оснащенными твердым сплавом.
-310-
II. СССР
Токарные станки. Доминирующее развитие производства токарных станков как до революции, так и в течение первых пятилеток, привело к созданию в стране большого парка станков этой группы, созданию высокого уровня их производства, а также к некоторой стабилизации в машиностроении технологических методов, базирующихся в значительной степени на токарных операциях.
— 226 —
Выпуск токарных станков в СССР составил в 1940 г. — 11,5 тыс. штук против 0,8 тыс. штук в 1928 г. и 15,2 тыс. штук в 1937 г.
Уже в 1935—1936 гг. производством разнообразных типов станков в СССР занималось свыше 20 заводов: «Красный пролетарий», завод имени ЦК Машиностроения, «Комсомолец», завод агрегатных станков, завод имени Воскова, «Коммунар» (г. Лубны), Азстанкострой, Ижевский, ЦИТ (Москва), имени Дзержинского, Новочеркасская школа - завод НКВД, «Рекорд» (г. Грим [пос. Каменский Красноармейского района Саратовской обл.]), Московский и Таганрогский авиатехникумы и др.
Такие машиностроительные заводы, как Уралмаш, Краматорский, «Серп и молот» (Харьков), «Двигатель революции» и др.; выполняли заказы преимущественно на крупные и тяжелые станки для паровозо- и вагоностроения, металлургии и тяжелого машиноетроения.
За годы первых трех пятилеток была освоена номенклатура токарных станков от малых и прецизионных до тяжелых токарных станков с высотой центров 500 мм.
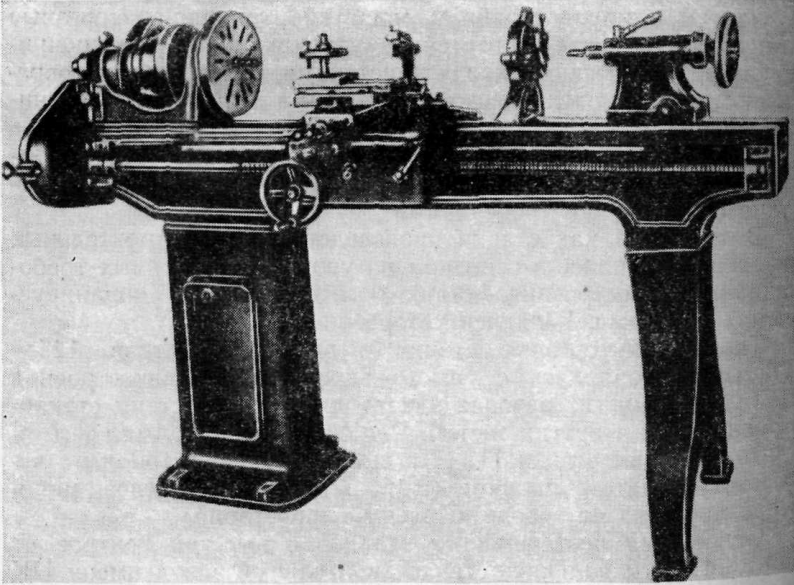
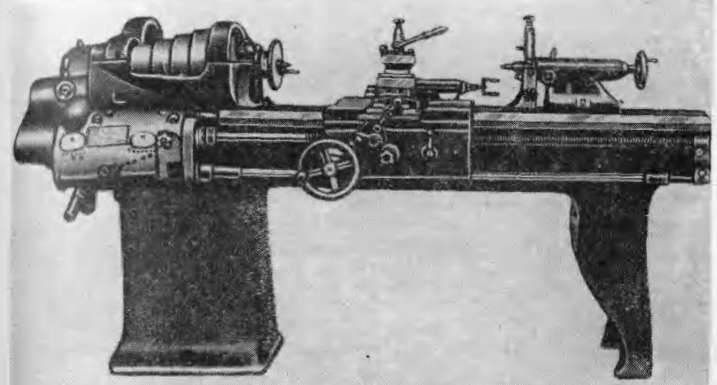
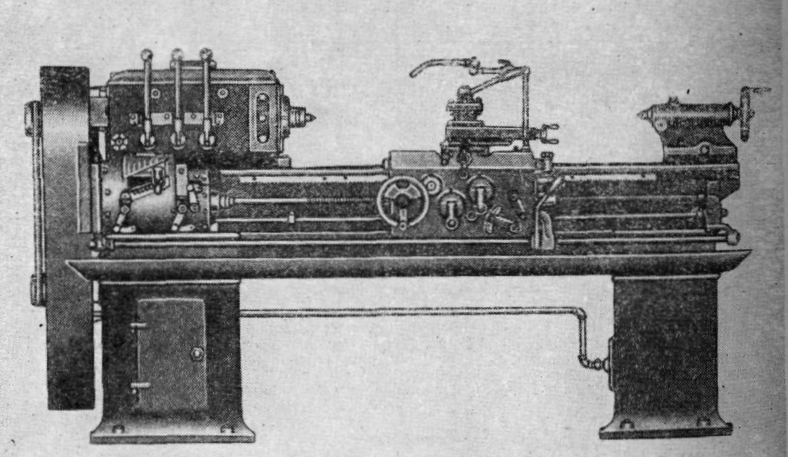
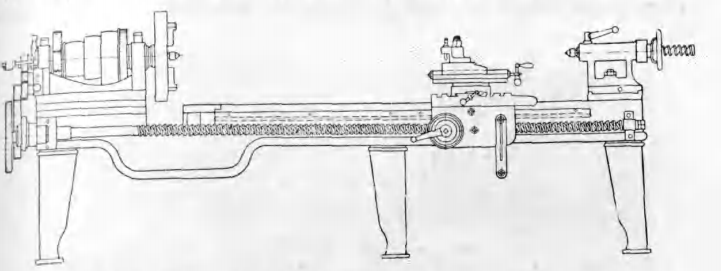
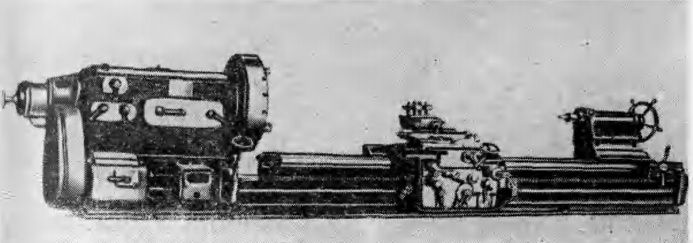
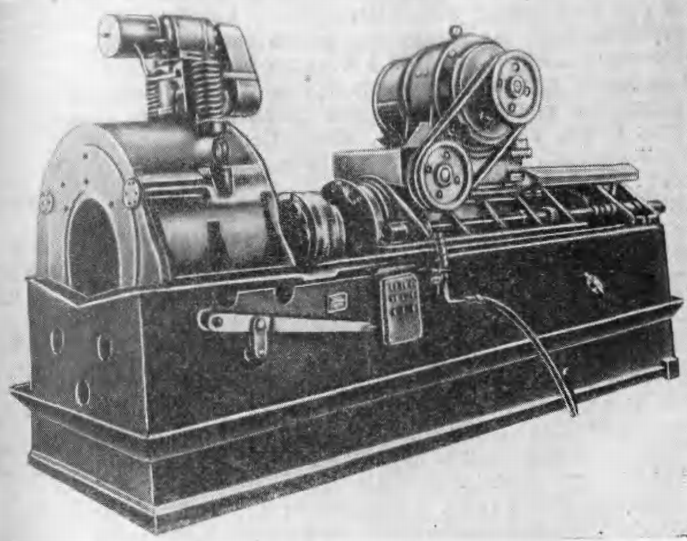
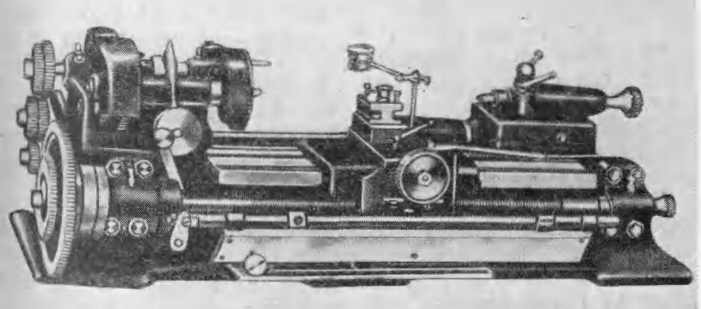
Если в первую пятилетку советские заводы производили только маломощные токарные станки со ступенчато-шкивным приводом (фиг. 90 и 91), то впоследствии были освоены и выпускались в крупносерийном масштабе токарно-винторезные станки с коробками скоростей, с индивидуальным электроприводом и техническими характеристиками, отвечавшими современному уровню технического развития в этой области машиностроения.
Универсальные токарные станки отечественного производства отличались большим разнообразием в смысле их соответствия современным требованиям.
В то время как станки производства станкостроительных заводов находились в основном на уровне современных требований машиностроения, станки, изготовленные «планируемыми» заводами, являлись устаревшими.
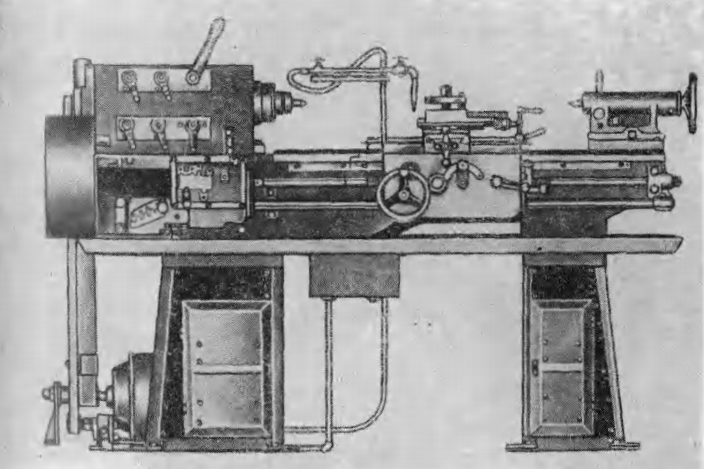
Токарно-винторезные станки с высотой центров 125 - 175 мм изготовлялись в СССР с самого зарождения станкостроения на многих заводах как входивших в систему станкостроения, так и других систем. Ряд заводов продолжал изготовлять токарные станки ТН-15 с высотой центров 150 мм с четырехступенчатым шкивом (фиг. 92), снятые в свое время с производства на заводе «Красный пролетарий».
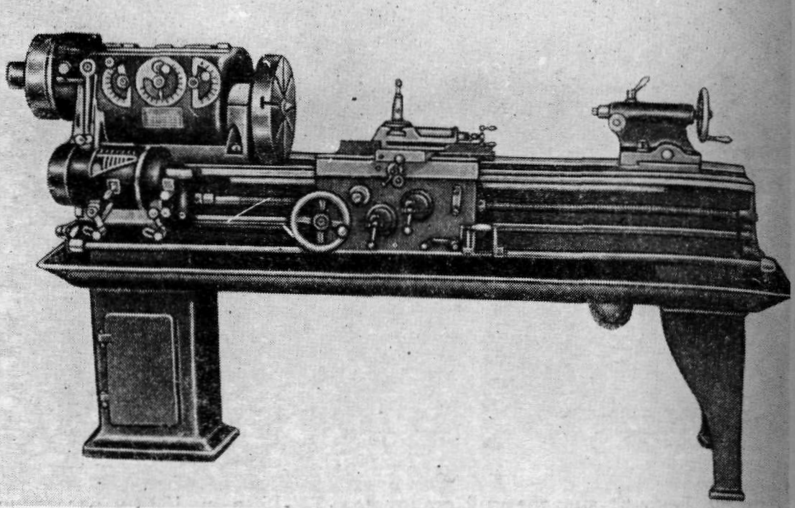
Основными поставщиками станков с высотой центров от 150 до 175 мм являлись станкостроительный завод имени ЦК Машиностроения (в г. Куйбышеве), наладивший крупносерийное производство станков с высотой центров 150 мм (фиг. 93),
— 227 —

Фиг. 90. Токарно-винторезный станок мод. К-30, в. ц. 175 мм, расстояние между центрами 1000 мм (завод "Коммунар" г. Лубны).
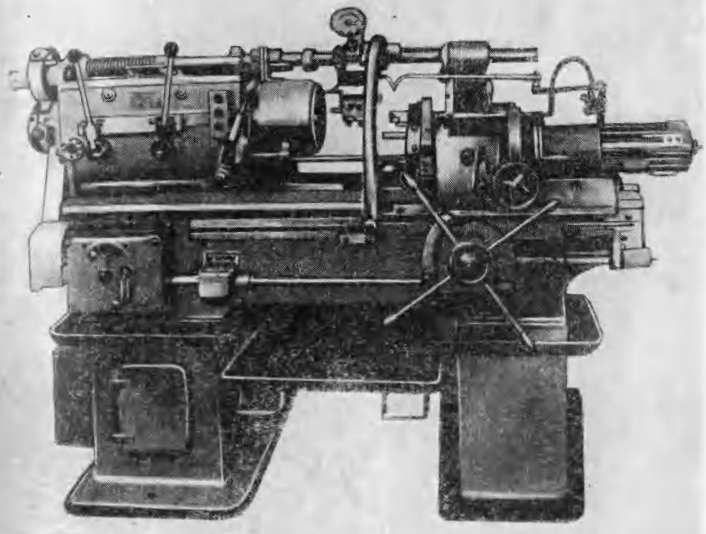
Фиг. 91. Токарно-винторезный станок мод. ТВ-155, в. ц. 155 жж, расстолние между центрами 1000 мм (завод имени Ц.К. Машиностроения в г. Самаре).
— 228 —
Фиг. 92. Токарно-винторезный станок мод. TН-15, в. ц. 150 мм, расстояние между центрами 1000 мм.
Фиг. 93 Токарно-винторезный станок мол. 162СП, в. ц. 150 мм, расстояние между центрами 750 мм (завод им. Ц.К. Машиностроения в г. Куйбышеве).
— 229 —
Фиг. 94. Токарно-винторезный станок "Удмурт", в. ц. 175 мм, расстояние между центрами 1000 мм (Ижевский завод).
Фиг. 95. Токарно-винторезный станок мод. 161-А, модернизированный "Удмурт". Высота центров 175 мм. Расстояние между центрами 1000 мм (Ижевский завод).
— 230 —
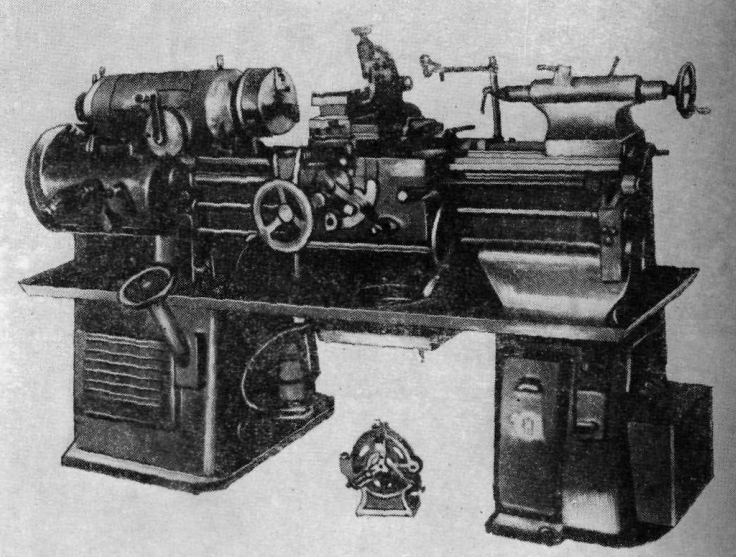
и Ижевский завод, наладивший еще в 1931 г. крупносерийное производство токарно-винторезных станков с высотой центров 175 мм. На основе своего производства токарно-винторезных станков типа «Удмурт» (фиг. 94), освоенного в 1931 г., Ижевский завод выпускал, начиная с 1934 г., гамму унифицированных токарных и револьверных станков (фиг. 95 и 96). Эта
Фиг. 96. Револьверный станок с горизонтальной револьверной головкой мод. 1336. Диаметр прутка 36 мм (Ижевский завод).
гамма станков, разработанная заводом совместно с ЭНИМСом, явилась началом внедрения в практиру конструирования советских станков прогрессивных принципов, получивших впоследствии широкое распространение. Опыт конструирования станков для Ижевскою завода был использован при конструировании аналогичной гаммы станков для завода «Коммунар» (г. Лубны), которые завод начал выпускать в 1939 г.
В 1939—1940 гг. заводами имени Воскова в Сестрорецке, имени Дзержинского в г. Перми и заводом ЦИТ № 1 в Москве были освоены новые модели инструментальных токарно-винторезных станков с высотой центров 130—150 мм (фиг. 97).
— 231 —
Характерной чертой этих станков являлся так называемый разделенный привод, при котором электродвигатель и коробка скоростей размещались в тумбе станка и вращение сообщалось шпинделю посредством ременной передачи. Эта особенность конструкции обладала рядом существенных достоинств, особенно в применении к быстроходным высокопроизводительным станкам.
Фиг. 97. Токарно-винторезный станок мод. 1615А. Высота центров 150 мм, расстояние между центрами 750 мм (завод имени Дзержинского).
Токарно-винторезные станки с высотой центров 200 мм изготовлялись на нескольких заводах, но основным заводом, производившим станки этого типоразмера на протяжении всех лет, был «Красный пролетарий». До 1931 г. этот завод выпускал токарно-винторезные станки ТН-20 (фиг. 98) и станки со ступенчатым шкивом, а с 1932 г. перешел на производство станков ДИП-200, которые впоследствии завод перевел на крупносерийное производство (фиг. 99).
Токарно-винторезные станки с высотой центров от 250 до 275 мм изготовлялись со ступенчато-шкивным приводом
— 232 —
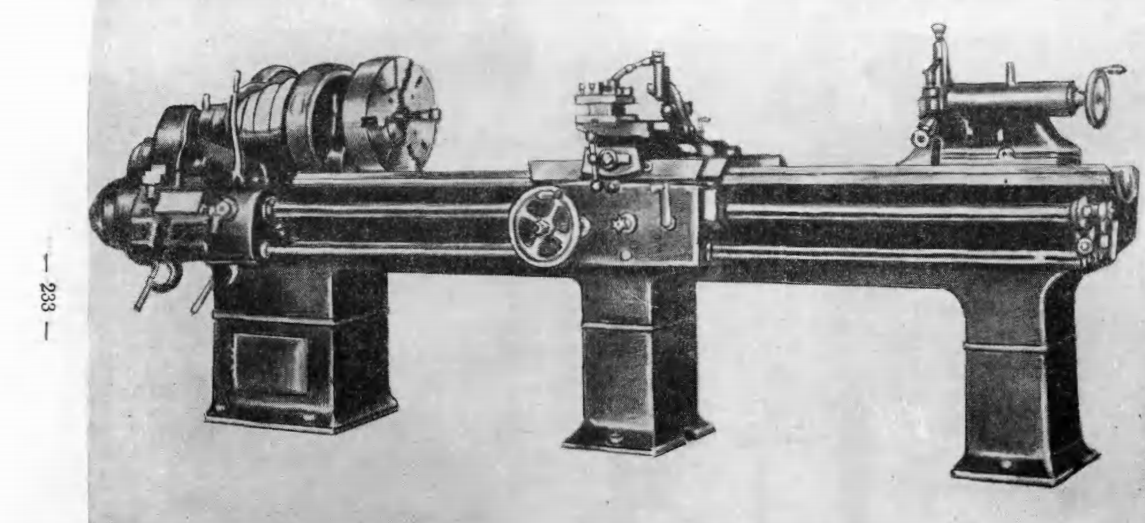
Фиг. 98. Токарно-винторезный станок типа TН-20, высота центров 200 мм, расстояние между центрами 1000 мм (завод "Красный пролетарий").
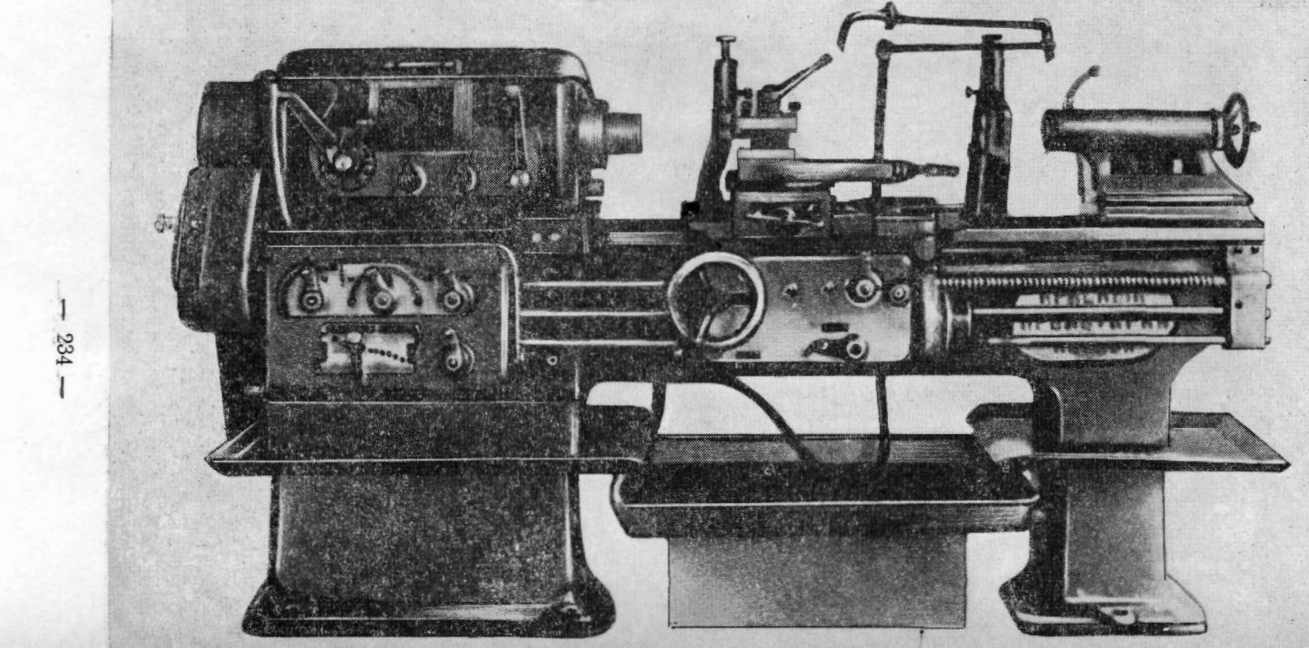
Фиг. 99. Токарно-винторезный станок мод. 1Д62 (ДИП-200), высота центров 200 мм, расстояние между центрами 750— 2000 мм (завод "Красный пролетарий").
в различных конструктивных вариантах на заводах Наркомзема и местной промышленности.
Пример отсталой модели представлял станок АТ-1 (фиг. 100) , изготовлявшийся артелью «Техник» (Молчанск) по типу станка Добров и Набгольц выпуска XIX столетия.
Фиг. 100. Станок мод. АТ-1 (артель „Техник" в Молчанске).
Завод «Красный пролетарий» с 1939 г. выпускал и токарно-винторезные станки с высотой центров 300 мм. Еще более крупные токарно-винторезные станки с высотой центров 400
Фиг. 101. Токарио-винторезный станок мод. 1Д65, высота центров 500 мм, расстояние между центрами 5000 мм (завод “Красный пролетарий").
и 500 мм (фиг. 101) выпускались тем же заводом, начиная с 1934 г. Все станки серии ДИП с коробкой на 18 и 12 скоростей, коробкой подач, с электродвигателем мощностью 7,8; 10,4 и 17 квт к моменту их освоения стояли на уровне лучших мировых образцов. Этот завод выпускал также токарно-обдирочные станки для обработки изделий длиной до 6 м.
— 235 —
Многорезцовые токарные станки«полуавтоматы выпускались заводами «Красный пролетарий» и имени С. Орджоникидзе.
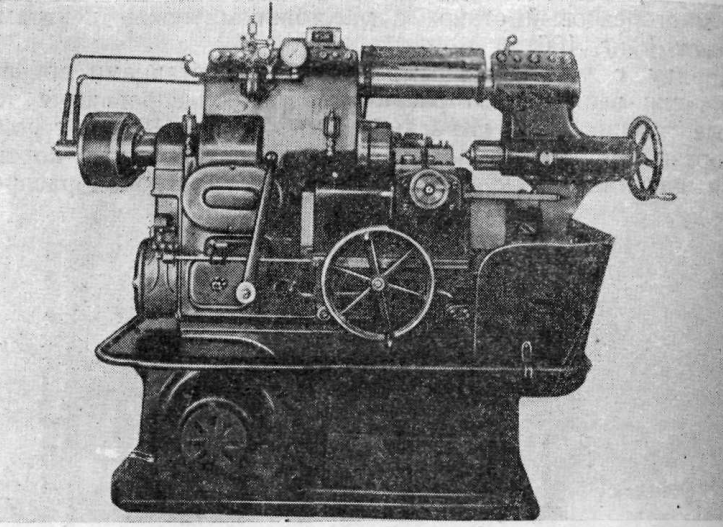
Завод имени С. Орджоникидзе освоил в 1936 г. высокопроизводительный многорезцовый токарный полуавтомат для обработки деталей диаметром до 300 мм (фиг. 102). В даль-
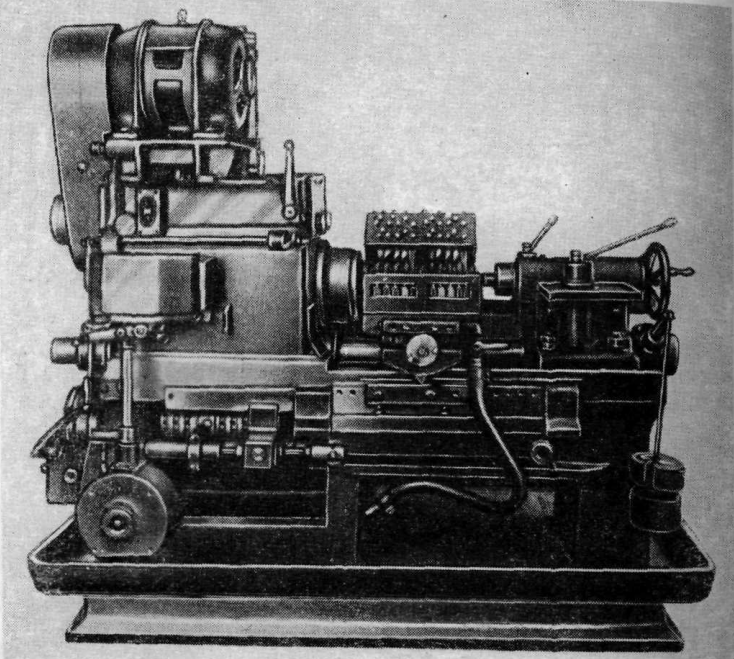
Фиг. 102. Токарный многорезцовый полуавтомат мод. 116А. Диаметр обработки 300 мм, расстояние между центрами 800 мм (завод имени Орджоникидзе).
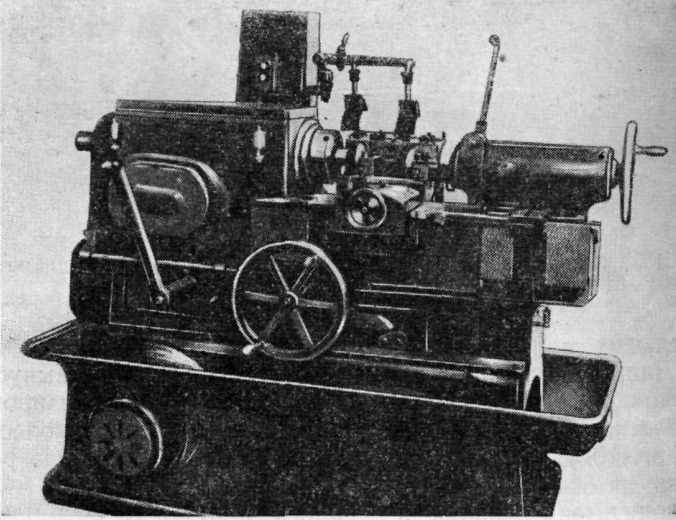
нейшем завод освоил производство многорезцовых токарных полуавтоматов также и других размеров. В 1940 г. этот же завод выпустил новую модель многорезцового токарного полуавтомата оригинальной конструкции для обработки деталей диаметром 500 мм (фиг. 103).
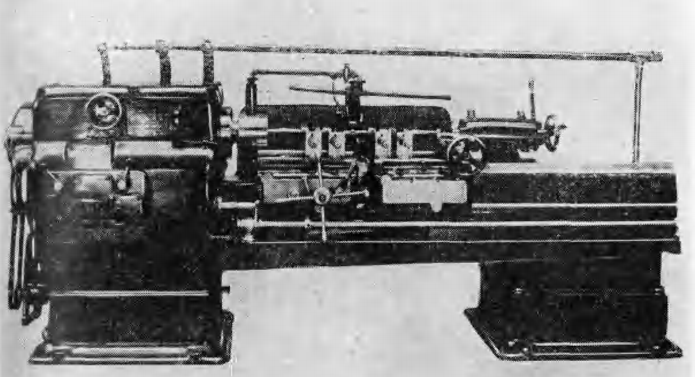
Многорезцовые токарные станки для обработки в центрах коротких деталей длиной до 80 мм (фиг. 104, 105) начал выпускать с 1935 г. завод «Красный пролетарий».
— 236 —
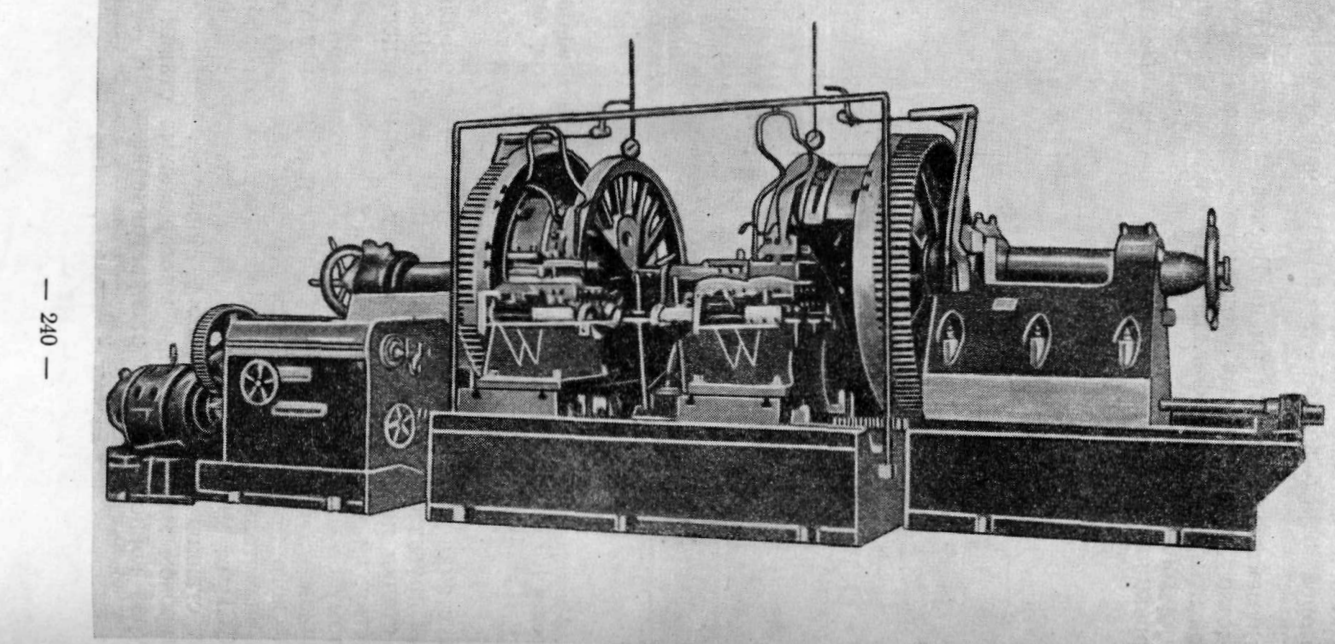
Для обработки длинных деталей этих заводом был выпущен многорезцовый станок с расстоянием между центрами 1500 (Фиг. 106).
Наряду с универсальными токарными станками общего назначения выпускались различные специализированные токарные станки. Завод «Красный пролетарий» с 1935 г. строил многорезцовые токарные полуавтоматы для обработки коренных и шатунных шеек коленчатых валов, кулачковых распре-

Фиг. 103. Токарный многорезцовый полуавтомат мод. 117, диаметр обработки 500 мм (завод имени Орджоникидзе).
делительных валов, полуавтоматы для токарной обработки колец шарикоподшипников. Краматорский завод выпускал вальцетокарные станки двух типоразмеров. Специализированные колеснотокарные станки для обточки бандажей колесных пар (фиг. 107) продолжал выпускать завод «Двигатель революции».
Завод имени Кирова в Тбилиси с 1936 г. специализировался на производстве трубо- и муфтонарезных станков (фиг. 108).
— 237 —
Фиг. 104. Многорезцовый токарный станок мод. 173 (МТ-30), диаметр обработки 300 мм (завод .Красный пролетарий").
Фиг. 105. Многорезцовый токарный станок мод. 31-173А (МТ-31). Диаметр изделия 300 мм, расстояние между центрами 330 мм (завод .Красный пролетарий").
— 238 —
Наиболее слабым звеном в отечественном токарном построении являлось производство прецизионных станков которое перед войной находилось еще в зачаточном состоянии.
Инструментальный завод имени Воскова освоил в 1934 г. производство прецизионных токано-винторезных станков с высотой центров 80 мм (фиг. 109), а в 1936 г. — прецизионных винторезных станков с высотой центров 125 мм, снабженных коррекционными линейками. Кроме того, малые преци-
Фиг. 106. Многорезцовый токарный станок мод. 171, диаметр обрабатываемого изделии 100 мм, высота центров 175 мм, расстояние между центрами 1500 мм (завод „Касный пролетарий").
зионные станки с высотой центров 65—125 мм изготовлялись заводами других отраслей машиностроения с 1938—1939 гг.
Эти станки не удовлетворяли спросу промышленности ни по качеству, ни по количеству, ни по номенклатуре.
Поэтому овладение культурой прецизионного станкостроения, начиная с материалов и кончая последним звеном технологического процесса, являлось серьезной задачей, требовавшей значительного времени. Мероприятиям по освобождению СССР от ввоза из Швейцарии и других стран прецизионных станков уделялось особое внимание.
В мировом машиностроении многорезцовые станки получили перед войной большое распространение.
— 239 —
Фиг. 107. Колеснотокарный станок мод. 1939, высота центров 950 мм, расстояние между центрами 2700 мм, (завод „Двигатель революции", г. Горький).
Фиг. 108. Трубонарезной станок для конической резьбы мод. 9124. Диаметр трубы 4 1/2"—18 3/4" (завод имени Кирова в Тбилиси).
Фиг. 109. Токарно-винторезный станок мод. 503 (Сестрорецкий завод).
— 241 —
Многорезцовые станки в СССР перед войной производились только двумя заводами, выпуск которых не покрывал потребности ни по количеству, ни по типажу. В первую очередь ощущался недостаток в станках для обработки средних и длинных изделий. В то же время в США многорезцовые станки для средних и длинных деталей выпускались рядом таких фирм, как, например, Фей, Сенека Фолс, Ле-Блонд, Лодж-Шиплей и Гишольт, а в Германии фирмами Хайнеманн, Магдебург и Леве. Не производились в СССР и легкие многорезцовые станки.
Общая тенденция перехода к полуавтоматическому циклу работы, характерная для многорезцовых станков, предназначенных для обработки коротких и средних деталей, нашла перед войной отражение и в советском станкостроении.
-242-
(Пока и хватит. Карусельные станки, револьверные станки, токарные автоматы и полуавтоматы - в следующий раз.)



Оценили 4 человека
10 кармы