

Добрый день, КОНТ! В предыдущих статьях я уже затрагивал темы внедрения новых и модернизацию действующих технологий на КАМАЗе. Где-то для этого производится модернизация оборудования, на некоторых участках его меняют на новое, а где-то создаются совершено новые производства. Сегодня предлагаю вашему вниманию подборку новостей на эту тему.
Завод двигателей
На заводе двигателей идут работы по подготовке бокса для испытаний новой модификации камазовских моторов – газового Р6.
Станция испытания газовых двигателей расположена в отдельном корпусе, согласно требованиям техники безопасности. От цеха испытания дизельных моторов она удалена почти на 1,5 км. Помещение дополнительно оборудовано датчиками измерения концентрации метана в воздухе.
В боксе установлено оборудование, поставленное австрийской фирмой AVL: сам стенд и три паллеты. На станции будет применена паллетная система, позволяющая существенно ускорить процесс испытаний. Всё благодаря тому, что обвязка двигателя предусматривается вне бокса. Другими словами, мотор подключается не напрямую к трубопроводам на испытательном стенде, по которым закачиваются охлаждающая жидкость, топливо и выводятся выхлопные газы, а к соответствующим разъёмам на специальной паллете. А уже она на раз-два подключается к стенду. Очевидно, что такая система не допускает простоев оборудования: сразу после испытания одного двигателя к стенду подвозят паллету со следующим. В перспективе обкатка займёт 14 минут, а снятие характеристик – 5-7 минут. Для сравнения: испытания двигателей V8 длятся около 35 минут.
Паллетная система в действии: к испытаниям можно приступать сразу же, не тратя времени на обвязку:


Работать на новой станции будут испытатель двигателей, наладчик и два слесаря МСР в одну смену. Часть обязанностей испытателя возьмёт на себя автоматика. Так, ему не придётся выбирать режим испытания – станция определит его автоматически, в зависимости от модели двигателя. Обкатка и снятие показателей также будут проходить в автоматическом режиме. После завершения испытаний автоматически формируется отчёт. На долю человека остаётся проверка всех соединений на герметичность, контроль параметров двигателя, оценка отчёта по испытаниям, выявление дефектов, их исправление или передача двигателя на ремонтный участок, а также завершающий этап – регулировка клапанов.
Испытатель двигателей Алексей Розанов работает на этом стенде второй год. До запуска Р6 в серию на станции шла пусконаладка, испытывались экспериментальные моторы, а сотрудники обучались работе с новой для них паллетной системой. Говорит, его работа стала сложнее (приходится снимать больше параметров), но интереснее. А так задача испытателя остаётся прежней: следить, чтобы основные параметры – количество оборотов, мощность, температура, давление масла, расход топлива – были в норме.

В настоящее время в помещении идут отделочные работы. Планируется залить полы в соответствии с требованиями паллетной системы, установить кран-балку, новые ворота, остекление, отремонтировать крышу. Станция будет сдана в эксплуатацию к концу года. Сборка и начало испытаний первых газовых двигателей Р6 запланированы на 2021 год.
Автомобильный завод
На автомобильном заводе в феврале этого года подписан акт о приёмке в эксплуатацию грузоподъёмной системы на конвейере сборки кабин большегрузов нового модельного ряда. Внедрение этого технического устройства улучшило условия сборки экстерьера под кабиной и повысило пропускную способность линии.
Конвейер сейчас забит под завязку кабинами для К4, а с начала февраля здесь ежедневно собирают и по нескольку экземпляров для К5. В руках у начальника отдела анализа эффективности сборочных производств АвЗ Владимира Арасланова отчёт о готовности темповой сборки 54901 с тактом 11 минут:
– Для выполнения этой задачи длина конвейера была увеличена с 96 до 120 метров, число позиций выросло с 23 до 29. Первые три появились в самом начале нитки, где ведётся сборка экстерьера кабины.
Раньше на этом пятачке был постоянный затор: кабину завешивали на кран-балке, и к сборке одновременно приступали сразу шесть человек, которые крепили необходимые комплектующие, зачастую мешая друг другу. На следующую позицию каркас перебирался только через 30 минут.
Узкое место по решению технологов решили расшить: вместо одной позиции стало три, на каждой трудятся по два человека, и конвейер теперь движется быстрее. Работать стало удобнее во многом благодаря и новой грузоподъёмной системе. Сразу после того, как логисты отправляют будущую кабину на стартовую позицию, она оказывается в железных объятиях специального каркаса подъёмника, миниатюрный пульт от которого держит в руках один из слесарей. Пока сборщики «формируют» экстерьер нижнего пояса, система надёжно удерживает груз на нужной высоте. На конвейере к нововведению привыкли быстро – после его установки работать стало гораздо удобнее.
Активно используются в процессе сборки другие приспособления. Без манипулятора громоздкую панель приборов, которая весит 70 кг, в кабине КАМАЗа-54901 не установить. Быстро подружились сборщики и с железным помощником на установке лобовых стёкол. Кстати, вскоре на этой позиции появится ещё и видеокамера с опцией технического зрения. Если рабочий слишком быстро будет наносить клей, она обязательно подаст звуковой сигнал, ведь от этой операции во многом зависит безопасность водителя.

Новые инструменты тоже под рукой. После ввода в действие 10 предельных электрических гайковёртов с обратной связью меньше сил уходит на закрепление кронштейнов. Сначала рабочие наживляют гайки привычным ручным инструментом, а потом подключают систему. Пара секунд – и ответственное соединение закручено с усилием, обозначенным в техпроцессе. Погрешность у автомата, сохраняющего данные на сервере, всего 5%, а в ручном исполнении – 25%.
Кстати, ознакомиться со всем перечнем операций может каждый работник конвейера – документ «Технологический процесс сборки кабины 54901» занял своё почётное место рядом с инфоцентром участка. Специалисты уже разработали и визуализацию каждой операции для К5, цветные иллюстрации есть на каждом рабочем месте. Дело за стандартными операционными картами.

Очередного пополнения на участках сборки кабин нового модельного ряда ждут весной. В марте планируется завершить монтаж дождевальной камеры, в которой будет проверяться герметичность кабины. В это же время будет смонтирована линия сборки дверей. Финишный участок тоже станет длиннее и превратится в полноценный Еnd of line – здесь на трёх позициях будет вестись программирование и параметрирование электронных систем с одновременной обработкой сразу трёх кабин. Техническое оснащение сборки поднимется ещё на одну ступеньку и встанет на один уровень с мировыми образцами автопрома. Перемены «КАМАЗу» к лицу.

На агрегатном производстве автомобильного завода «КАМАЗа» повысилась оперативность и точность настройки обрабатывающих центров и автоматических линий. Повышению качества продукции способствовало открытие лаборатории технических измерений с новым оборудованием.
Новая координатно-измерительная машина итальянского производства была смонтирована в конце октября 2019 года. В первую очередь метрологическая поддержка была необходима для освоения выпуска деталей для автомобиля КАМАЗ-54901. При этом универсальное оборудование готово к измерениям продукции самой разной конфигурации и габаритами от трёх метров до нескольких сантиметров в длину. Точность высокая – 2,4 микрона.
Для выполнения различных задач есть целый набор датчиков-щупов, которые можно использовать и в сборе. Также техника позволяет работать с 3D-моделями, сравнивать полученные результаты с ними, вести анализ статистических данных. На каждую деталь контролёры измерительных приборов и специального инструмента составляют свою программу. Размещения этой измерительной машины на агрегатном производстве ждали давно. Когда лаборатория расположена ближе к цеху, меньше времени уходит на транспортировку деталей. Чтобы результат измерения был корректным, деталь нужно выдержать при температуре 20 °C не меньше двух часов.
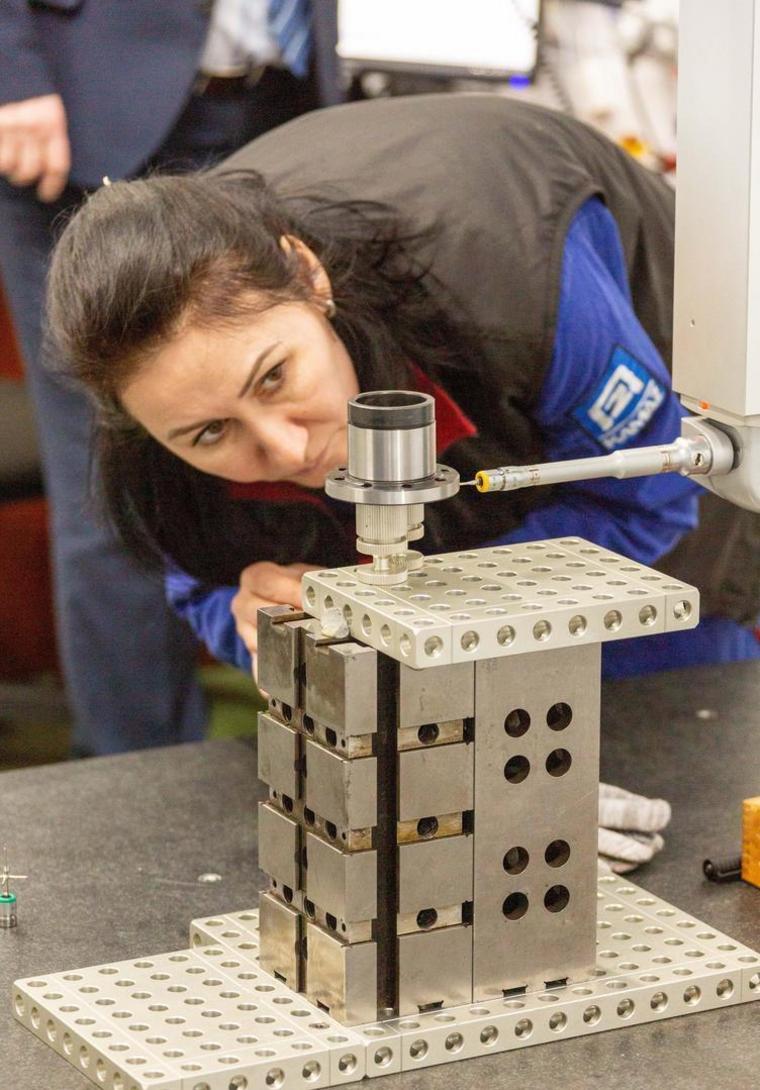
«Наладчик получает заключение, вводит корректировки, а потом отправляет на ещё одно измерение уже контрольный образец. Каким бы опытным ни был рабочий, у машины объективные данные, с ними не поспоришь», – подчеркнул мастер цеха малых серий Сергей Савельев.
Говоря о преимуществах нового оборудования, начальник центральной заводской лаборатории – главный метролог автомобильного завода Сергей Меджитов отметил, что ускорится обмен информацией.
«С внедрением цифровых технологий результаты измерений будут сразу поступать на монитор пульта управления обрабатывающего центра, – пояснил он. – Первый шаг – подключение к Тeamcenter блока развития, после него будет доступ к базе 3D-моделей. Качество изготовления деталей после этого станет ещё выше».

Прессово-рамный завод
В цехе окраски-1 на прессово-рамном заводе, в марте этого года, запущена автоматическая линия порошковой окраски ресиверов. Качество нанесения покрытия значительно улучшилось, а потери снизились в несколько раз.
Ещё недавно все воздушные баллоны (41 модель), поступающие из цеха шасси, шли по подвесному толкающему конвейеру на 008-ю линию окраски. Там они сначала оказывались в ванной агрегата подготовки поверхности, а потом грунтовались методом электрофореза. Потом дороги комплектующих расходились: большая часть баллонов после сушки шла на главный сборочный конвейер АвЗ, но для большегрузов нового модельного ряда и машин в тропическом исполнении путь до конечной станции был неблизким. Они отправлялись через весь корпус ПРЗ в цех окраски-2, где маляры наносили ещё два слоя эмали для обеспечения требуемой толщины покрытия. Между тем во время долгого пути ресиверы время от времени получали механические повреждения покрытия – царапины и сколы, и снова отправлялись на доработку.
«Потребитель должен быть доволен качеством окраски», – уверен Рамиль Рафиков

– Проект внедрения новой технологии в рамках «Реинжиниринга автопроизводства» должен был значительно сократить этот путь и улучшить качество продукции, – поясняет начальник цеха окраски-1 Рамиль Рафиков. – Оборудование для линии порошковой окраски стало поступать на завод в мае прошлого года. За несколько месяцев были смонтированы зона маскировки, кабина нанесения порошковой краски, печь полимеризации, камера маскировки, где на резьбовые отверстия устанавливают специальные защитные колпачки и заглушки, а также дорабатывают дефекты окраски, световой портал для контролёров ОТК и отдельная ветка подвесного толкающего конвейера. Производительность линии – 192 детали в час. Значительно улучшились условия труда на новом участке, здесь стало гораздо светлее.

На автоматической линии порошок наносится электростатическим способом напыления (в краскоприготовительном отделении нет необходимости), проходит полимеризацию при температуре 180 °C и формирует монолитный слой лакокрасочного покрытия толщиной не меньше 80 микрон.
– На деле защитный слой получается ещё прочнее, – уверена контролёр ОТК Татьяна Куренкова, оценивающая качество не один десяток лет. В каждой из семи контрольных точек ресивера на дисплее толщиномера высвечивается не меньше 100 единиц.

После запуска линии улучшился и главный показатель качества – коррозийная стойкость в солевом тумане сварных швов. Раньше он составляла 300 часов, а сейчас – 1000 часов. С учётом бизнес-плана производства экономический эффект от внедрения порошковой окраски за 2020 год составит около 7,5 млн рублей.


Удачный опыт будет тиражироваться. Сейчас идёт модернизация 4-й окрасочной линии, там порошковая окраска будет напыляться на детали шасси большегруза.
Для участка лазеров в цехе мелких серий прессово-рамного завода ПАО «КАМАЗ» поставлены два гибочных станка с ЧПУ. Завершён монтаж, проведены пуско-наладочные работы, оборудование вводится в эксплуатацию.

Новое оборудование приобретено в рамках модернизации производства. Гибочные станки фирмы DURMA RUSYA снабжены устройствами безопасности согласно действующим нормативам. Устройства контролируются непосредственно управляющим блоком, пресс снабжен кнопками аварийной остановки красного цвета. Перемещения по любой оси совершаются с максимальной скоростью, непосредственно перед достижением заданной позиции происходит плавное замедление с последующей остановкой. Задний упор имеет зону безопасности, которая программируется таким образом, чтобы пальцы заднего упора не могли ни при каких обстоятельствах столкнуться с ножом или матрицей. По заданным значениям толщины материала, ширины листа и угла сгиба управляющий блок рассчитывает автоматически необходимое усилие траверсы.
«Гибка металла на листогибочном прессе с числовым программным управлением намного точнее и при этом занимает меньше времени, так как система ЧПУ позволяет избежать таких ошибок, как недогиб или перегиб изделия, автоматически переставляет упоры на требуемые параметры по высоте, глубине и ширине. Система отслеживает и управляет движением ползуна, а также работой системы компенсации прогиба стола», — поделился главный специалист отдела методов обработки прессово-рамного завода Гаджи Хабитов.
Новые станки позволят изготавливать детали сложных конфигураций, усилия в 3200 кН достаточно, чтобы обрабатывать рамные детали из высокопрочных марок стали толщиной до 10 мм, а также повысить производительность гибки, за счет электронных помощников гибки (датчик контроля угла, датчик защиты рук, компенсатор прогиба и т. д.).
Станки, оснащённые ярким ЖК-дисплейем, работают в среде Windows и имеют удобный русскоязычный интерфейс, что значительно сокращает время на ввод данных. Процесс обработки детали отображается в 3D графике. Числовое программное управление ModEva может контролировать до 18 сервомоторов (осей) и 2 гидроцилиндра. Контроллеры Cybelec сопровождаются программным обеспечением Cyback, содержащим библиотеку чертежей инструмента, которое позволяет программировать самые сложные гибочные операции. С его помощью определяется оптимальная последовательность операций, процесс гибки моделируется на графическом дисплее.
Стойка ЧПУ Delem 69T позволяет обеспечить контроль эффективности производства. Эти данные включают такую информацию, как вид и количество изделий, произведенных за определенный интервал времени, время, затраченное на изготовление 1 единицы, сообщения об ошибках и сбоях в работе станка и др. Данное оборудование полностью удовлетворяет требованиям для внедрения в систему «Индустрия 4.0».
Кузнечный завод
В 2020–2021 годах кузнечный завод реализует подпроекты глобального проекта «Увеличение мощностей передних осей для перспективных автомобилей КАМАЗ», направленные на освоение качественных поковок мостов. В рамках проекта с 1 апреля началась частичная модернизация комплексной автоматической линии 021 по производству балки передней оси, которая была установлена в 1977 году в кузнечно-прессовом корпусе №3.
По словам главного инженера кузнечного завода «КАМАЗа» Гамира Мухаметзянова, за эти годы удалось сохранить все основные технологические возможности кузнечного завода на базе применения технологий автоматических линий и комплексов. «Но сегодня этого уже недостаточно. Наглядный тому пример – освоенная в 2018 году в рамках камазовского проекта «Мосты» балка передней оси 6580-3001010. Она стала уникальной по своим габаритам и массе. Поэтому уже тогда потребовался целый ряд технологических решений при подготовке производства и переделка всех транспортных узлов. Стало очевидным, что существующих технологических возможностей для производства качественной продукции уже недостаточно», – пояснил Гамир Мухаметзянов.
Автоматическая линия 021 по производству балки передней оси представляет собой законченный технологический цикл. Помимо ковочной линии в её состав входит термофинишный участок, где поковки проходят термообработку, дробеочистку, магнитно-люминесцентный контроль и проверку геометрии и твёрдости. Сегодня на ней серийно выпускаются четыре типа балок передней оси (БПО): 5320, 6520, автобусная 6252 и 6580, применяемая в автомобилях большой грузоподъёмности. Нынешняя модернизация частичная. Она коснётся лишь нескольких составляющих ковочной линии: термических агрегатов и подвесного толкающего конвейера (ПТК), а также установки индукционного нагрева заготовок для круга 130 мм под штамповку поковки 6580-3001010.
Печи, которые будут устанавливаться в ходе модернизации, проектируются и изготавливаются в полном соответствии с современными требованиями к параметрам нагревательного оборудования, действующим в ведущих странах мира. Это обеспечивает минимальные затраты газа и электроэнергии на термообработку, автоматизацию процесса термообработки, низкие затраты на техобслуживание. Печи будут оснащены современной системой диспетчерского управления и сбора данных на базе ПК. Предусмотрена интеграция системы в информационную сеть предприятия, что даст возможность дистанционного контроля всего процесса.
Параллельно ведётся модернизация ПТК. В ходе работ будет произведена полная замена отслуживших срок приводных, натяжных станций, цепей, поворотов, передающих устройств. За счёт замены электрооборудования и системы управления на современную, с управлением от контроллера, с визуализацией работы конвейера и его устройств, появится возможность отслеживать исправность линии. «К сегодняшним работам готовились заранее, поэтому сделан необходимый задел поковок на четыре месяца – именно столько времени необходимо, – отметил Гамир Мухаметзянов. – В комплексе частичная модернизация линии 021 позволит создать высокотехнологичное производство поковок». Уже в августе кузнечный завод сможет выпускать поковки с нагрузкой на ось до 9,5 тонны более стабильного качества.











Оценили 25 человек
50 кармы