

<<С давних времен принципы обработки твердых камней ни сколько не изменились и до настоящего времени остаются одни и теже. Трудно придумать отрасль искусства, которая оставалась бы так долго без всяких усовершенствований техники, как камнеобрабатывающее искусство.
Современная обработка вещей из твердых каменных пород состоит, как и 2000 лет назад, в следующем: камню придают требуемую форму обтеской его стальными долотами, а затем грубую его неровную поверхность выравнивают наждачным порошком при помощи свинца, медной или деревянной терки. Глянец или полировку наводят самым мельчайшим наждаком или трепелом, причем вместо свинца берут олово или медь. Конечно, при развитии в наш век механики, мускульную силу заменяют, где это возможно, паровым или водяным двигателем, но от этого суть дела нисколько не меняется. Кроме некоторого ускорения в работе, никакого капитального переворота в этой отрасли машины не внесли.
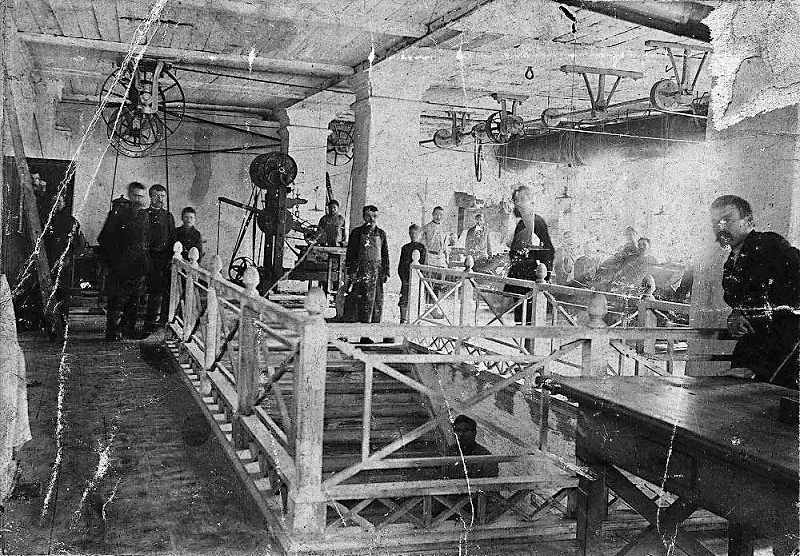
Механизм Колыванской шлифовальной фабрики устроен в 1801 году по образцу Императорской Петергофской гранильной фабрики. В большом здании имеется наливное колесо, от которого движение передается различным обрабатывающим механизмам: пилам, теркам, шлифовальным кругам, резцам и прочее.
Первоначально выемка ложек и коннелюр на колоннах производилась резцами и долотами, но затем введены были так называемые качалочные шкивы, при помощи которых работа пошла правильнее и скорее.
В сороковых годах при обработке жерновов крестьянами Паутовыми была изобретена так называемая настовка. Это каменотесное долото, только крупных размеров. Оно крепится к одному концу палки, которую держит один рабочий, а другой бьет по этому долоту балдой. От таких энергичных ударов отваливаются излишние куски значительной величины и камень гораздо быстрее приходит к требуемой форме. Это изобретение нашло свое применение на фабрике, особенно в каменоломнях, когда требуется снять более толстый слой камня, что киурами и обыкновенными долотами было бы весьма медленно.>>
Любопытное описание работы фабрики оставили немецкие ученые-естествоиспытатели, в 1826 году посетившие Алтай для исследования местной флоры и фауны. Они оставили довольно интересные и подробные сведения о изготавливаемых на фабрике изделиях и методах их доставки в столицу; их записи были изданы в Берлине в 1829-30 гг.
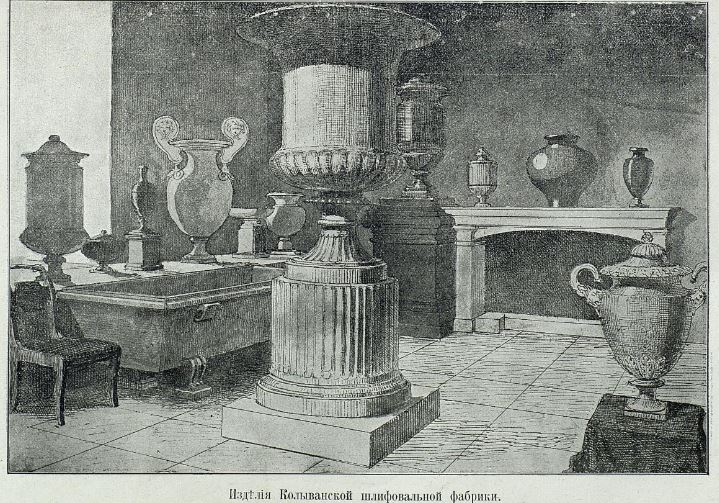
<<Шлифовальная фабрика производит работы исключительной ценности, большей частью по порфиру и яшме разных цветов. Прекрасные формы и колоссальная величина многих ваз, колонн и чаш действительно изумительны Все эти изделия - собственность царского Кабинета и отправляются в С -Петербург.
Рабочие здесь, как и на всех колыванских рудниках, металлургических заводах и прочих фабриках, рекрутированы из местных крестьян и их детей. На шлифовальной фабрике их число обычно составляет 300 чел. В особых случаях, например при транспортировке больших каменных глыб и т. п., число рабочих на некоторое время увеличивается. Положение рабочих всех предприятий относительно одинаково.
Я просматривал чертежи изготовленных здесь изделий, на которых были указаны точные размеры. Среди этих изделий были чаши более 6 прирейнских футов в поперечнике, а в 1819 г. в С.-Петербург отправил вазу из цельного куска яшмы размером 9 футов 4,5 дюйма в поперечнике.

Далее я видел большую вазу 8 футов 8 дюймов в поперечнике, которую уже начали обрабатывать.
Cогласно существующему порядку, установленному царским Кабинетом, труд рабочих оплачивается очень низко. Из-за отдаленности столицы трудность транспортировки такой большой вещи весьма ощутима: требуется много специальных приспособлений. Для этой цели изготовляют специальные сани, в которые впрягают до 12 лошадей; перевозку производят зимой и дорогу во многих местах предварительно разравнивают. До Екатеринбурга изделие везут сухопутным транспортом. Там оно находится до лета, после чего по Каме и далее отправляется в С.-Петербург. Впрочем, нельзя не сказать о том, как хорошо умеют в Колыванском горнозаводском округе с помощью несложного механизма доставлять на фабрику огромные каменные глыбы; это обычно делается людьми, ибо лошади тянут недостаточно равномерно. Если величина сделанной вазы достигает 15 футов [4,7 метра] в поперечнике, то можно себе представить, какую тяжесть должна иметь заготовленная необработанная глыба яшмы. Нередко при перевозке одной такой глыбы бывают заняты 300 чел.
По обе стороны этой речки ломают яшму. На южном берегу мы обратили внимание на огромную глыбу с серо-зелеными и белыми полосами, около 10 сажен высоты и такой же ширины. Глыба лежала в направлении с северо-востока на юго-запад, вертикальные полосы различной ширины шли волнообразно. От нее раньше уже откалывались отдельные куски, из которых, как рассказано выше, делались в Колывани колонны.
Сначала эти куски тут же, на месте, грубо обтесываются для более удобной перевозки и уменьшения тяжести. Для этой цели построено специальное здание. Нынешней весной работы еще не начинались, и поэтому здесь проживало всего несколько человек, охранявших инструменты и разные устройства.>>
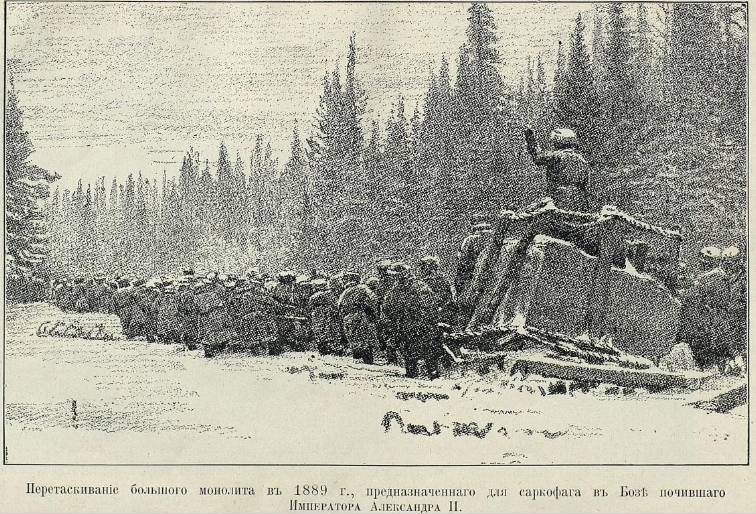
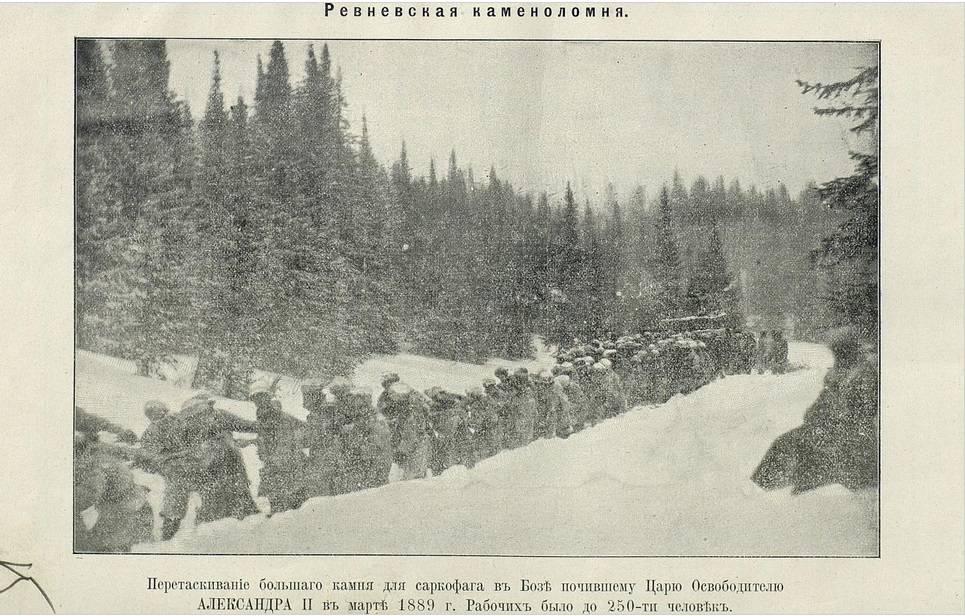
Ревневская каменоломня, принадлежащая Колыванской фабрике, стала местом добычи еще одного любопытного изделия - заготовки для саркофага Александра II, весящей более 40 тонн. Из Колывани заготовка доставлялась тем же способом, что знаменитая Царь-ваза.

История создания надгробия царю-освободителю Александру II, Долбнин В.Г. Петербургские чтения, 1996 год
<<Для надгробия Марии Александровны монолит был найден сравнительно быстро. Это была огромная глыба орлеца длиной 319,5 см, шириной 284,0 см, толщиной 177,5 см и массой 45,6 тонн, добытая в 1869 г. и находившаяся на Екатеринбургской гранильной фабрике.

Труднее было подобрать камень для надгробия Александра ll. Вначале был предложен бухарский лазурит, но потом остановились на уральской яшме. В этот же период чертежи архитектора Гуна получают высочайшее одобрение и по ним начинают вырезать из дерева точную копию надгробия.

К июлю 1889 г. модель саркофага была уже готова начисто и вновь осмотрена Его Императорским Величеством, который, в частности, велел "изготовить рисунок украшения стенки гробницы, противоположной той стенке, которая имеет надпись", для представления ее на высочайшее одобрение. Было сделано также несколько иных замечаний, не меняющих замысел Гуна.
1 августа того же года для изучения модели прибыли Государь император, императрица, княгиня Ксения и королевна греческая Мария Георгиевна. Через несколько дней высочайшего осмотра , 4 августа 1889 г. оба монолита прибыли в старый Петергоф. При их осмотре оказалось, что в орлецовом монолите недостает куска, вследствие чего 21 ноября 1889 г. было решено уменьшить размеры надгробий, что потребовало изготовления новых моделей.
11 декабря 1889 г. монолиты с помощью специальных домкратов, наконец, были помещены в здание фабрики. Почти год заняла установка большого пильного станка, сделанного в кратчайшие сроки на Петербургском металлическом заводе. В Париже была заказана специальная шлифовальная машина для тонкой отделки и полировки монолитов. Наконец, 6 ноября 1890 г. приступили к распиловке монолита-орлеца, а 8 ноября - зелено-волнистой яшмы. Работы проводились в две смены: с 7 часов до 14, и с 14 до 21 часа.
За месяц на орлецовый монолит было израсходовано 12 пудов 30 фунтов наждака, на яшмовый — 21 пуд. В 1891 г. для получения нового разреза и обработки коротких концов на металлическом заподе в Петербурге были изготовлены специальные суппорты и другие специальные приспособления.
Почти 15 лет продолжались работы и, наконец, 15 февраля 1905 г. Гун сообщает в Главное управление Уделов об окончании обработки монолитов и ожидании распоряжения о перевозке их в Петропавловский собор. На обработку саркофагов, не считая стоимости монолитов, с ноября 1890 г. до 1 января 1905 г. было израсходовано 115 293 р. Масса каждого саркофага составляла около 400 пудов. (6-6,5 тонн).
Оставалось доставить саркофаги из Петергофа и установить их в Петропавловском соборе. За доставку взялся владелец скульптурной мастерской У.В.Ботта с двумя прикомандированными к нему мастерами фабрики. Доставка производилась зимой, в сильный мороз, что обеспечивало прочность санного пути. Для санного поезда был выбран следующий маршрут: по Петергофу - Нижне-Ораниенбаумской дорогой, по Рубинштейновскому переулку, Знаменной улице, Фабричной канавке, Кадетской и Петербургской улицам, затем по Петероовско-Нарвскому шоссе до Санкт-Петербурга через нарвскую заставу мимо Путиловского завода, по Екатерингофскому проспекту, Новой конавке, Измайловскому проспекту, Фонтанке, Забалканскому проспекту до Сенной, по Садовой улице, мимо Марсова поля, по Троицкому мосту и прямым путем в крепость. Доставили надгробия из Петергофа в Петропавловский собор за один день 17 января 1906 г. к 10 ч 30 мин вечера. 18 января были начаты работы по установке памятников над могилами Александра II и Марии Александровны, законченные только 15 марта 1906 г. >>










Оценили 24 человека
43 кармы