

Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957. https://yadi.sk/i/_L9Vi2_qCw_2...
Общая оценка советского станкостроения военной поры - https://cont.ws/@mzarezin1307/...
Читаем дальше
ОСВОЕНИЕ НОВЫХ СТАНКОВ
В настоящей работе невозможно привести всю огромную номенклатуру станков, выпущенных в СССР за годы войны.
Для характеристики производства новых станков за этот
_ 327
период можно указать только некоторые модели по основным группам.
По выпуску токарных станков следует отметить, что в конструкциях универсальных станков общего назначения особенных сдвигов за время войны не произошло.
Универсальные токарные станки завода имени ЦК Машиностроения мод. 162СП с высотой центров 150 мм успешно применялись в системах фронтовой ремонтной службы. Эти
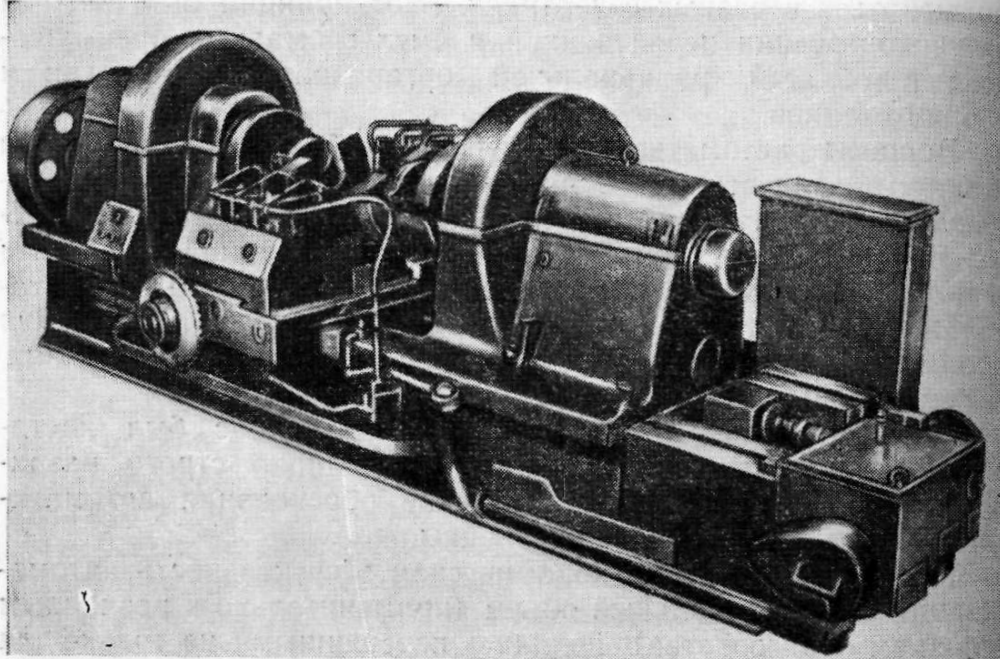
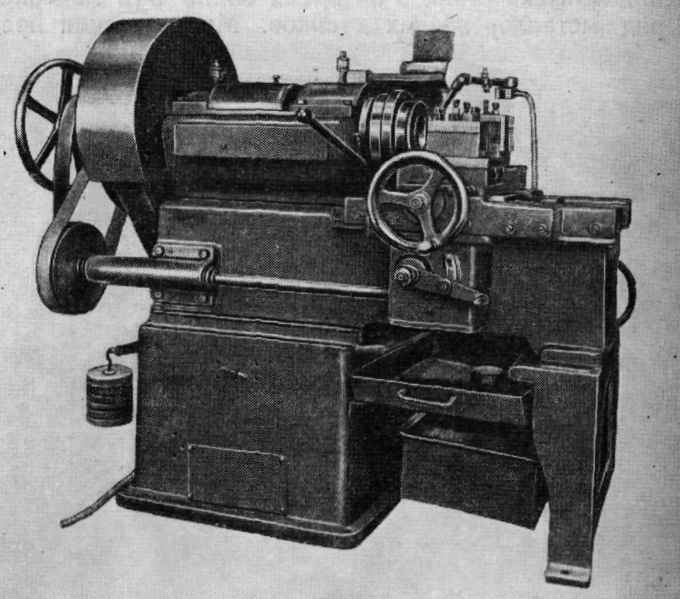
Фиг. 157. Токарно-многорезцовый станок мод. К134 для обработки шатунных шеек коленчатых валов, в. ц. 520 мм (завод "Красный пролетарий").
станки грузились на автомобили и работали в передвижных танковых ремонтных мастерских.
Большую группу многорезцовых станков выпустил завод «Красный пролетарий». Для обточки контура щек коленчатых валов авиационных двигателей был сконструирован и выпущен электрифицированный многорезцовый станок мод. К132. На этом станке производилась одновременная обработка 12 щек коленчатых валов. В станке осуществлялись сложное возвратно-поступательное и качательное движения резцов, гидравлическая продольная и поперечная подача обрабатываемой детали. Двусторонний многорезцовый станок мод. К134 (фиг. 157) был изготовлен заводом для обработки шатунных и средних коренных шеек коленчатых валов авиа-
— 328 —
двмгателей. Другой специальный многорезцовый станок со средним м приводом мод. К136 был выпущен для обработки крайних коренных шеек коленчатых валов авиадвигателей.
Оба указанные станка были существенно усовершенствованы по сравнению с довоенными станками для обработки автотракторных коленчатых валов.
Многорезцовые специальные станки заводов «Красный пролетарий» и имени С. Орджоникидзе обеспечили высокопроизводительную токарную обработку катков бандажей танков.
Станки моделей KI51 и К152 предназначались для расточки катков, а станки модели Б34 — для их обточки, расточки и подрезки.
Заводом «Красный пролетарий» была выпущена гамма, состоящая из трех моделей специализированных станков для токарной обработки распределительных валов авиационных и танковых двигателей. Новые станки являлись модификациями токарно-винторезного станка мод. 162К. В 1944 г. другая гамма станков была создана на базе станка ДИП-300.
В состав обеих гамм были включены станки для цилиндрической обточки и подрезки шин, а также токарно-копировальные станки для обработки профиля кулачков распределительных валов.
Заводом «Красный пролетарий» был изготовлен токарно-расточной станок с диаметром расточки до 100 мм и наибольшей длиной расточки 1600 мм для обработки шеек коленчатых валов авиационных двигателей. Этот завод также выпустил для военных предприятий ряд токарных станков мод. 102, 104, 114, 116 и др.
Станок мод. 114 был предназначен для обдирки наружной поверхности стволов орудий. Высота центров этого станка 450 мм, расстояние между центрами 3000 мм. Станки этого типа выпускались также с расстоянием между центрами 6000 мм. Другой станок мод. 116 с высотой центров 500 мм и расстоянием между центрами 12 м был изготовлен заводом для чистовой обточки наружной поверхности стволов.
Оригинальный токарный станок мод. К-142 был выпущен заводом для обточки артиллерийских труб. Высота центров этого станка 500 мм, расстояние между центрами 6 м.
Высокопроизводительные многорезцовые полуавтоматы мод. 2С, 2СС, ЗСС были выпущены МСЗ и «Станкокоиструкцией» для обточки снарядов. Станки мод. 2С, 2СС и ЗСС выполнены с задним расположением суппортов, благодаря чему упрощалась загрузка деталей и был облегчен отвод стружки, что имело огромное значение при обработке.
— 329 —
Токарные операционные станки для обработки снарядов были спроектированы ЭНИМСом, изготовлены и испытаны на заводе «Станкоконструкция» и затем переданы для серийного выпуска заводу «Комсомолец».
В начале войны был налажен серийный выпуск упрощенных операционных станков для обработки мин. Основными поставщиками этих станков были завод имени С. Орджоникидзе, МСЗ, ЗВШС и «Станкоконструкция».
На ГЗФС были созданы станки для шлифования торцов броневых плит с наибольшей длиной шлифования 17 000 мм. На МЗС для шлифования контура щек коленчатых валов авиационных двигателей был создан специальный станок мод. ЗД42.
Для шлифования профиля кулачков распределительных валов на МСЗ был изготовлен специальный станок мод. ЗБ43 с высотой центров 75 мм и расстоянием между центрами 1200 мм. Станок был выполнен с двумя шлифовальными кругами для одновременного шлифования двух кулачков.
Для шлифования гильз двигателей водяного охлаждения заводом внутришлифовальных станков были выпущены станки мод. 3256 (фиг. 158).
Для шлифования отверстий в головках шатунов авиационных двигателей ЗВШС выпускал внутришлифовальные станки мод. 3257 с увеличенной (для свободного проворота шатуна) высотой центров бабок изделия и круга.
Первый зубострогальный станок для обработки цилиндрических зубчатых колес с шевронным зубом был изготовлен накануне войны заводом «Комсомолец» для авиационной промышленности. Станок нашел применение в очень ответственных производствах. В конструкции этого станка были учтены последние достижения техники и станок был выполнен с полуавтоматическим циклом работы. Строгание обеих половин шевронного зуба производилось одновременно с помощью непрерывно возвратно-поступательно движущихся строгальных кареток.
Для сверления и расточки глубоких отверстий артиллерийских труб заводом «Красный пролетарий» были изготовлены сверлильно-расточные станки моделей 104, 105 и др.
Станок 104 был создан для односторонней расточки отверстий длиной до 6 м при наибольшем диаметре 250 мм. Суппорт имел ускоренное перемещение; механизм подачи гидрофицирован.
Для хонингования каналов стволов орудий были созданы станки моделей 106, 117, 107 и др. Горизонтальный станок мод. 106 был предназначен для хонингования каналов диа-
— 330 —
метром до 150 мм и длиной до 6 м, а станок мод. 117 — для каналов диаметром до 300 мм. Механизм подачи этих станков также был гидрофицирован.
Завод имени Ленина в г. Стерлитамаке для обработки катков, траков и других деталей танков освоил вертикально-сверлильный станок тяжелого типа для сверления отверстий диаметром до 75 мм (тип Л-94). Благодаря повышенному
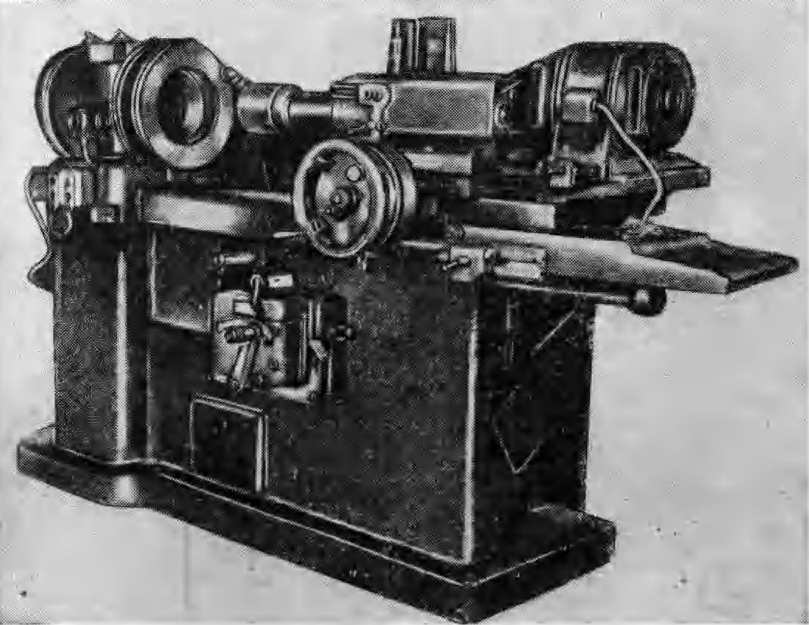
Фиг. 158. Специализированный внутришлифовальный станок для шлифования гильз двигателя, мод. 3256 (ЗВШС).
усилию подачи и большой жесткости новая модель позволила заводу создать ряд высокопроизводительных многошпиндельных наладок для разных изделий танковых заводов. Станки типа Л-94, налаженные на сверление траков, увеличили производительность операции почти вдвое.
Широкое применение на операциях отделки отверстий по ряду деталей авиадвигателей получили освоенные накануне войны заводом имени Ленина горизонтальные алмазнорасточные станки.
Для одновременной расточки деталей с двух сторон в 1943 г. были выпущены двусторонние горизонтальные алмазнорасточные полуавтоматы для обработки отверстий
— 331 —
диаметром до 200 мм. Механизм подач этих станков был гидрофицирован. Завод имени Ленина выпустил на их базе значительное количество специальных алмазнорасточных станков.
Высокая жесткость и точность этих станков, а также значительная стойкость инструмента обеспечили правильную геометрию обработанных отверстий и постоянство их размеров. Алмазнорасточные станки завода имени Ленина широко
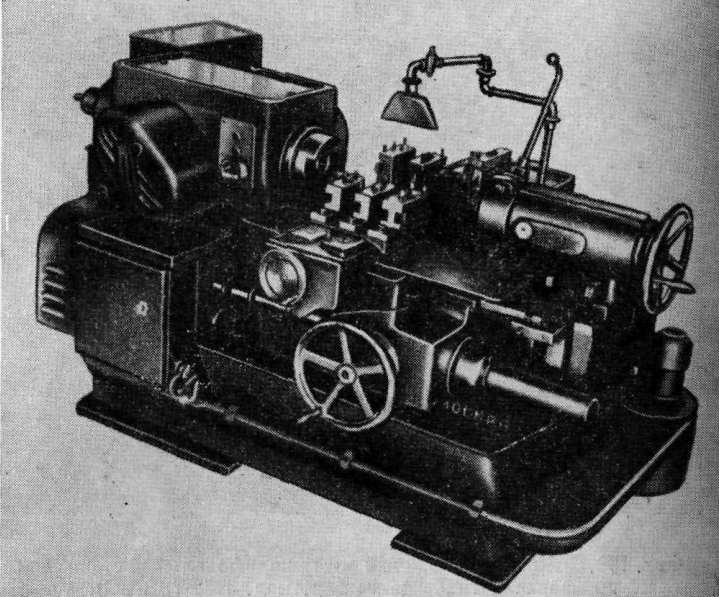
Фиг. 159. Токарно-многорезцовый полуавтомат мод. 1730, диаметр изделия 300 мм (завод „Красный пролетарий").
были использованы для обработки ответственных деталей авиационной и танковой промышленности.
Протяжной станок мод. 759 (созданный заводом «Станкоконструкция») для протягивания каналов и нарезов в орудийных стволах существенно изменил технологию обработки этих деталей. В результате продолжительность операций по отделке каналов орудий уменьшилась в 3—5 раз. Два таких станка заменяли 32 тяжелых специальных расточных, каналонарезных и хонинговальных станков.
— 332 -
Кромкострогальныо станки, предназначенные для обработки броневых плит военного судостроения, с наибольшей длиной строгания 7500— 12 000 мм, были изготовлены накануне войны Горьковским заводом фрезерных станков и по своей эксплуатационной надежности и простоте обслужива были высоко оценены судостроительными заводами.
Для снижения трудоемкости и себестоимости и с целью увеличения выпуска станков во время войны был модернизирован ряд металлорежущих станков. Модернизация преду-
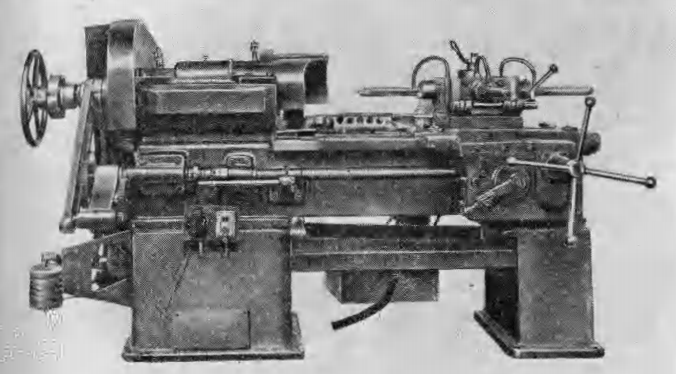
Фиг. 160. Револьверный операционный станок мод. Р-100 (завод "Комсомолец").
сматривала повышение технологичности, применение стандартных узлов, нормализацию узлов и деталей, замену дефицитных металлов и их экономию.
Такой модернизации подверглись, например, базовый токарно-винторезный станок мод. 1615 завода имени ЦК Союза машиностроения, зубофрезерный станок мод. 5Б32 завода «Комсомолец», внутришлнфовальный станок ЗВШС мод. 3250, станок завода «Красный пролетарий» мод. 1Д62, станок завода имени С. Орджоникидзе мод. 1А36, завода имени Ленина мод. 2125, 2135 и многие другие.
Ряд моделей был в значительной мере автоматизирован, что способствовало увеличению их производительности и упрощению обслуживания.
— 333 —
В качестве примера можно назвать многорезцовые полуавтоматы мод. 1720 и 1730 (фиг. 159) завода «Красный пролетарий». На этом же заводе были изготовлены в годы войны новые полуавтоматы для обработки вагонных осей.
Для массового производства боеприпасов и других изделий военной промышленности станкостроители создали опера-
Фиг. 161. Отрезной токарно-операционный станок мод. 0-100 (завод „Комсомолец").
ционные станки, которые могли обслуживаться рабочими низкой квалификации. Много операционных станков выпустили сами заводы военной промышленности. Конструкции операционных станков были максимально упрощены и приспособлены к определенным операциям.
В весьма короткий срок были созданы для обработки снарядов гаммы унифицированных между собой токарных, револьверных и отрезных станков типов Т-100, Р-100 (фиг. 160) и 0-100 (фиг. 161), операционных консольно-фрезерных станков и др.
Станки типов Т-100, Р-100 и 0-100 предназначались для наружной обточки, внутренней обработки и отрезки. Упра-
— 334 —
вление станками осуществлялось при помощи минимального количества рукояток. Наладка была очень простой.
Вo время войны станкостроители выпустили также много станков общего назначения, оснащенных специальными наладками для заводов оборонной промышленности.
Завод имени С. Орджоникидзе во время войны изготовил значительное количество налаженных револьверных станков и токарных многорезцовых полуавтоматов.
Московский завод шлифовальных станков освоил и выпустил много налаженных круглошлифовальных станков. Завод «Красный пролетарий» выпускал большими партиями многорезцовые станки с наладками на отдельные операции. Завод имени ЦК Машиностроения строил резьбофрезерные станки с наладками, токарно-операционные и др. Этот же завод выпустил в короткий срок для судостроения новый шлице-фрезерный полуавтомат мод. 5610 с высотой центров 200 мм и расстоянием между центрами 1200 мм. Завод «Комсомолец» поставлял зубофрезерные и зубодолбежные станки для нарезания цилиндрических зубчатых колес.




Оценили 6 человек
15 кармы