

Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957. https://yadi.sk/i/_L9Vi2_qCw_2...
О создании новых моделей металлорежущих станков в годы войны - https://cont.ws/@mzarezin1307/...
Читаем дальше.
АГРЕГАТНОЕ СТАНКОСТРОЕНИЕ И СТАНОЧНЫЕ ЛИНИИ
Наибольшим достижением советского станкостроения, оказавшим огромную помощь фронту и промышленности в годы войны, являлось создание агрегатных станков.
Еще до войны в СССР была создана конструкторская и производственная база агрегатных станков. Это помогло во время войны быстро решить ряд первоочередных задач в области обработки важнейших деталей.
Для удовлетворения потребностей оборонной промышленности понадобилось создать в предельно короткие сроки большое количество новых специальных, преимущественно агрегатного типа, станков, необходимых как для вновь организуемых заводов, так и для увеличения производства на существующих заводах.
ЭНИМС и завод «Станкоконструкция» в первые годы войны создали в короткие сроки большое количество новых высокопроизводительных специальных станков.
Важным условием, обеспечившим изготовление станков в короткие сроки, явилась компоновка их на базе стандартных узлов. Для этого потребовалась переработка имевшихся и создание ряда новых совершенных стандартных узлов агрегатных станков.
В частности, были переработаны существовавшие конструкции, а также разработаны конструкций новых силовых
— 335 —
головок и других стандартных узлов для мощных агрегатных станков, потребность в которых обусловливалась технологией производства.
Необходимость обработки деталей, изготовляемых из легированных сталей высокой прочности, потребовала в ряде случаев обеспечения стабильности гидравлической подачи станков при весьма малых ее величинах, наряду с большими усилиями подачи. Имевшиеся до этого гидравлические системы подачи таким требованиям не удовлетворяли в связи с чем понадобилось создание новых стандартных гидравлических систем подачи, полностью обеспечивающих выполнение указанных условий.
Так, например, стандартная гидравлическая панель (тип У426) с дистанционным гидравлическим управлением обеспечивала самые сложные циклы движения и позволяла располагать систему гидравлического управления на любом, практически необходимом расстоянии от силовой головки, что значительно улучшило и упростило компоновку некоторых тяжелых агрегатных станков.
Существенной новой особенностью конструкций этих панелей явилась возможность легкого извлечения их для осмотра и прочистки любого клапана без слива масла и снятия панели со станка или какой-либо ее разборки в станке, что представляет большое преимущество при отладке гидросистемы и при ее эксплуатации.
Производство потребовало в ряде случаев обеспечения съема большого количества металла высокой прочности. В других случаях требовалась обработка с весьма высокой точностью. Во всех случаях необходима была высокая производительность станков.
Эти задачи решались путем изыскания совершенной технологии обработки, создания инструмента, обеспечивающего большую производительность и точность обработки, а также путем создания конструкций станков, удовлетворяющих требованиям работы производительным и точным инструментом.
Повышению производительности при одновременном облегчении условий труда рабочих способствовало применение в некоторых станках гидравлического привода зажима изделий.
В качестве примеров ниже приводятся некоторые из станков, созданных в тот период.
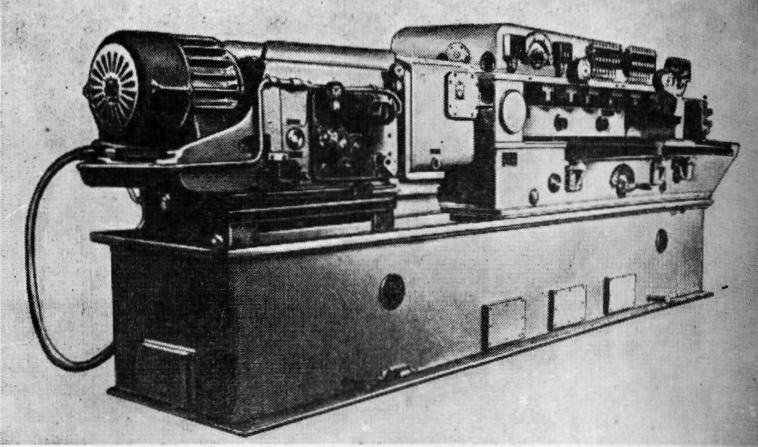
На фиг. 162 показан станок (тип Б-01) для одновременной расточки четырех стальных гильз двигателей. Загрузка деталей в приспособление станка и их закрепление осуществлялись при помощи гидравлического привода.
— 336 —
Вместо однолезвийного инструмента, которым ранее велась обработка деталей, были применены многолезвийные ножевые головки, ускоряющие в несколько раз процесс расточки.
Значительные нагрузки, вызываемые снятием в единицу времени большого количества стальной стружки, обусловили-

Фиг. 162. Станок типа Б-01 для одновременной расточки стальных гильз двигателей.
необходимость создания большой жесткой шпиндельной коробки с мощными шпинделями. Размеры и конструкция коонны и других деталей станка обеспечивали необходимую прочность при больших нагрузках.
Благодаря высокой производительности станок заменил 18 крупных токарных станков и высвободил 30 рабочих.
— 337 —
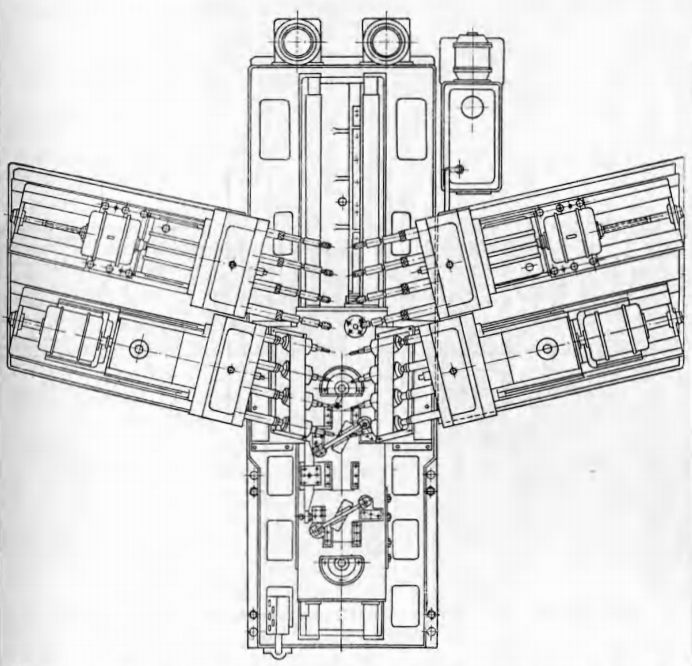
На фиг. 163 показан двусторонний четырехшпиндельный станок (тип Б-88) для одновременного сверления с двух сторон отверстий в коленчатых валах двигателей. Возможность одновременного сверления двух валов с обеих сторон обеспечила значительное увеличение выпуска деталей. Станок являлся в 14 раз более производительным по сравнению с универсальным станком.
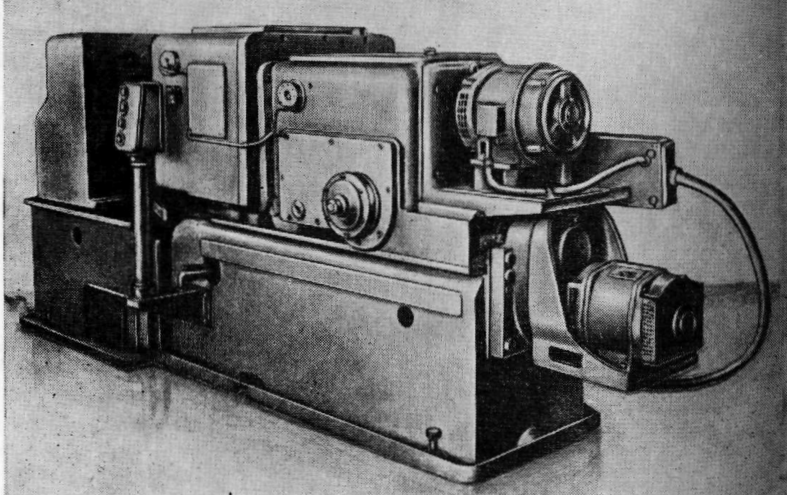
На фиг. 164 показан двухшпиндельный прецизионный станок (тип Б-08) для расточки с высокой степенью точности отверстий под подшипники распределительного вала в головке двигателя. Весьма малое расстояние между осями обрабатываемых отверстий (не позволяющее расположить шкивы ременной передачи) привело к необходимости создания малогабаритных регулируемых гидромоторов. Высокая точность работы борштанг с резцами обеспечивалась специально разработанной конструкцией высокоточных подшипников.
Учитывая пожелания отдельных отраслей промышленности, не имевших опыта в эксплуатации станков со сложными гидравлическими системами, часть станков снабжалась впервые разработанными электромеханическими силовыми агрегатными головками (фиг. 165).
Серьезным, новым техническим достижением явилось создание в короткие сроки полуавтоматической линии (фиг. 166) для обработки деталей из листового материала.
Линия состояла из четырех больших агрегатных расточных и сверлильных станков, оснащенных 140 одновременно работающими инструментами.
Подлежащие обработке стальные листы размером 500X1500X80 мм укладывались краном вертикально в ячейки специального бункера, находящегося в начале линии, и затем, перемещаясь периодически по роликовым опорам транспортера, проходили обработку на станках. После выхода с линии листы поступали также в бункер, откуда по мере накопления удалялись краном.
На первом тяжелом 12-шпиндельном расточном станке линии вырезались отверстия диаметром 180 и 340 мм, а на остальных станках с обеих сторон сверлились отверстия различного диаметра.
Пуск в эксплуатацию этой линии высвободил 19 тяжелых (в том числе уникальных) расточных и радиально-сверлильных станков и 36 квалифицированных рабочих. Во много раз сократилась загрузка кранов, весьма лимитирующих работу в цехах тяжелого машиностроения, значительно сократилась потребная для оборудования площадь.
За время войны было изготовлено много различных агре-
— 338 —

Фиг. 163. Двусторонний четырехшпиндельный станок в коленчатых валах двигателя типа Б-88 для одновременного сверления отверстий.
-339-
Фиг. 164. Прецизионный станок типа Б-08 для расточки отверстий под подшипники распределительного вала в головке двигателя.
Фиг. 165. Агрегатный станок с электромеханической силовой головкой
— 340 —
гатных и специальных станков. Все станки после изготовления отлаживались и вводились в эксплуатацию в самые короткие
Агрегатные станки обеспечивали выпуск такого количества продукции, Для изготовления которого потребовалось бы в несколько раз большее количество универсальных станков и рабочей силы.
Создание новых высокопроизводительных агрегатных станков помимо того влияния, которое они оказали на увеличение
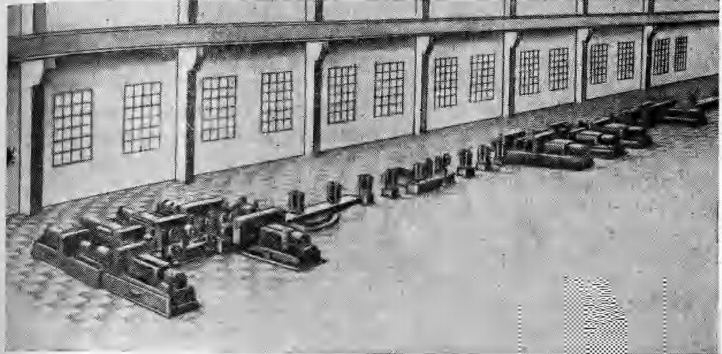
Фиг. 166. Полуавтоматическая линия для обработки деталей из листового материала.
выпуска важных изделий военной техники в годы войны, явилось также важным этапом в техническом развитии отечественного производства агрегатных станков.
К началу послевоенного периода, когда для восстановления и развития тракторных и автомобильных заводов потребовалось большое количество агрегатных станков, для их производства имелись достаточно хорошо отработанные и проверенные конструкции стандартных узлов и большой опыт создании сложных высокопроизводительных и точных машин такого типа.
Опыт в агрегатирования был перенесен во время войны и на продольно-фрезерные станки производства ГЗФС. На агрегатных фрезерных головок был построен во время войны станок для фрезерования тюбингов московского метрополитеиа с рабочей поверхностью стола станка 1000 Х 5550 мм.
— 341 —
К концу войны тем же заводом был выпущен продольно-фрезерный станок с агрегатными головками универсального типа с рабочей поверхностью стола 450 X 1600 мм. Эти станки легко подвергались унификации между собой в одношпиндельном, двухшпиндельном и четырехшпиндельном исполнениях.
Во время войны была впервые создана шлифовальная бабка агрегатного типа. Этот агрегат был применен во вновь выпущенном на МСЗ круглошлифовальном станке мод. 315М для наибольшего диаметра шлифования 150 мм и длины шлифования до 750 мм.
В 1944 г. ЭНИМСом была закончена работа по изысканию новых методов обработки и новых конструкций агрегатных станков для серийных машиностроительных производств.
С переводом на поточные методы изготовления продукции заводов многих отраслей машиностроения, в том числе станкостроения, была выдвинута задача создания агрегатных станков, экономически выгодных при выпуске не очень крупных партий изделий. Низкие по сравнению с автотракторной промышленностью темпы выпуска на таких заводах снижали эффективность работы агрегатных станков обычного типа и делали их применение в условиях серийного производства экономически нецелесообразным.
Разработанные в ЭНИМСе за время войны новые методы обработки позволили эффективно использовать агрегатные станки для сравнительно небольшой программы выпуска, значительно снизив потребность в рабочей силе и себестоимость продукции. Это способствовало переводу на поточные методы обработки основных корпусных деталей в станкостроении и других отраслях машиностроения.
Так, при расточных операциях на обработке основных деталей токарных станков (передних бабок, фартуков и коробок подач) на заводе «Красный пролетарий» применение агрегатных станков позволило снизить потребность в рабочей силе в 7 раз, необходимое количество станков — почти в 3 раза и производственную площадь — в 2 1/2 раза.
Новые методы использования агрегатных станков в серийных производствах состояли в следующем: применении передвижных и поворотных столов, использовании симметрий в расположении отверстий в детали, облегчении замены одних инструментов другими, быстрой перенастройке и др.
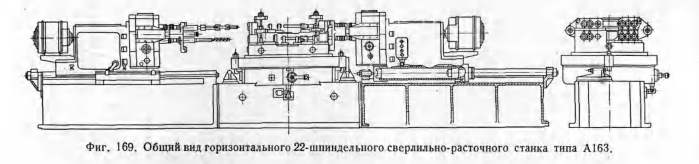
В целях использования новых методов обработки было изготовлено большое количество агрегатных станков для предприятий с серийным характером производства — моделей 4МОЗ, Б92, Б95, 4М59, А113, А84, А88, А161, А159, A160, А163, А168 и др. (фиг. 167, 168, 169).
- 342 —

Фиг. 167. Общий вид наклонно-сверлильного 16-шпиндельного станка типа А88.
— 343 —
При относительно небольшой программе выпуска изделий использование многоинструментальных станков даже с относительно простой переналадкой и подналадкой затруднительно.
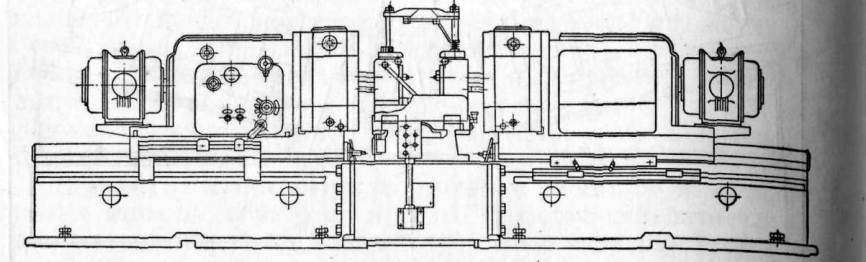
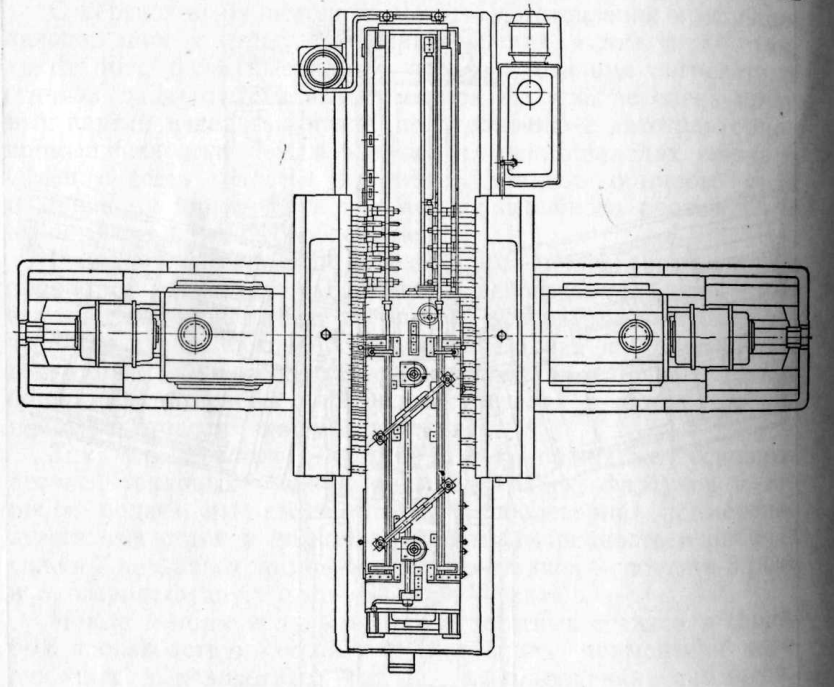
Фиг. 168. Общий вид горизонтально-сверлильного многошпиндельного станка мод. А113.
В области сверлильно-расточной обработки, где концентрация операций невозможна без увеличения количества шпинделей, многоинструментная обработка связана с полной или почти полной специализацией станков. Поэтому до войны основной
— 344 —
областью применения агрегатных станков было массовое машиностроение, типа автомобильного и тракторного, с выпуском основных поточных линий от 200 до 2000 деталей в сутки.
Во время воины и, в особенности, после войны поточные методы производства стали внедряться во многих отраслях машиностроения со значительно меньшим масштабом выпуска продукции, чем в автотракторной промышленности.
Существенным препятствием к такой организации производства являлось то, что при сохранении старых методов обработки на универсальных станках длительность наиболее трудоемких расточных операций превышала темп выпуска. Это дезорганизовало поток и по существу не давало возможности организовать его должным образом. В связи с этим появилось стремление применять агрегатные станки в таких отраслях машиностроения, в которых их раньше не применяли.
Расточные операции крупных корпусных деталей в массовом производстве строились обычно по принципу одновременной обработки ряда отверстий с разных сторон заготовки с распределением различных последовательных переходов на отдельных станках.
Простой перенос такого принципа построения технологии в условия серийного производства повлек бы за собой наличие излишне
-345-
большого количества дорогих специальных станков при низком коэффициенте их загрузки.
С другой стороны, в мелкосерийных производствах на универсальных станках все переходы выполнялись на одном станке одним шпинделем путем смены инструмента, и это создавало низкую производительность станков.
Таким образом, должен был быть решен вопрос, при каких условиях и при какой программе выпуска целесообразно пользоваться агрегатными станками. Необходимо было изыскать такие способы обработки деталей и такие конструкции агрегатных станков, которые обеспечили бы производительность значительно более высокую, чем на универсальных станках, и сделали бы применение специальных станков выгодным в условиях серийного машиностроения.
Такие методы обработки и конструкции агрегатных станков были созданы ЭНИМСом и нашли широкое применение в различных отраслях машиностроения. Наиболее простым методом универсализации обработки на агрегатных станках явилась перенастройка их путем смены инструментов подобно тому, как это делается на универсальных станках. Однако пользоваться для выполнения нескольких переходов на многошпиндельных станках сменой инструментов, как правило, невыгодно, так как если обработке в деталях подлежат одинаковые отверстия, то на универсальном одношпиндельном станке инструмент меняется один раз на операцию, а на многошпиндельном станке пришлось бы производить смену столько раз, сколько шпинделей имеет станок. Поэтому применение метода смены инструмента целесообразно лишь в ограниченном числе случаев.
Универсализация агрегатных станков, в частности, была осуществлена при решении задачи обработки в серийном производстве блока, у которого оси выхлопных клапанов были расположены под углом, что крайне затрудняло обработку соответствующих отверстий, так как седла клапанов помещались в карманах, доступ к которым был закрыт с обеих сторон блока. Эта задача была решена путем изготовления в 1944 г. станков типа А84.
Несмотря на трудную для обработки конструкцию блока, станки дали возможность наладить их бесперебойное производство крупными сериями с получением устойчивости точности изделий.
Для оценки эффективности применения методов полууниверсальной обработки на агрегатных станках следует привести показатели работы пяти агрегатных станков на заводе «Красный пролетарий», предназначенных для поточных линий
— 346 —
обработки основных деталей токарных станков: передних бабок, фартуков и коробок подач.
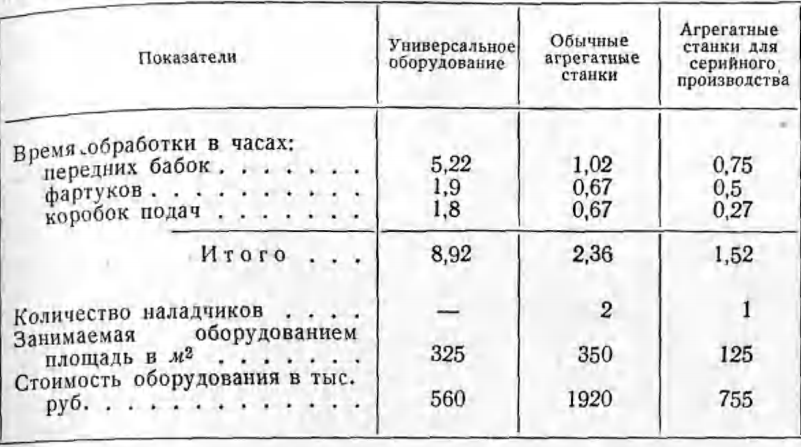
Применение методов полууниверсальной обработки снизило себестоимость обработки на 60—70%.
Перед войной на Сталинградском тракторном заводе по предложению наладчика т. Иночкина была пущена автоматическая линия из пяти станков для механической обработки и сборки поддерживающего ролика тракторной гусеницы.
Нельзя не отметить поточные станочные линии, которые были созданы во время войны на заводе «Станкоконструкция» для ряда уральских заводов. Так, для обработки корпуса специальных транспортных машин была изготовлена линия, состоявшая из восьми агрегатных станков, стенда и пяти платформ, передвигавшихся по роликовому пути. Пуск этой линии разрешил трудную технологическую задачу обработки заднего моста после его вварки в корпус. До появления линии задний мост обрабатывался до вварки его в корпус и значительно деформировался после процесса сварки. Эта деформация отрицательно сказывалась на работе зубчатой передачи машины.
Для сверления бортовых листов была изготовлена другая поточная линия, состоящая из 15 агрегатных станков, связанных между собой транспортным устройством для передачи обрабатываемых листов от станка к станку.
Завод имени ЦК Машиностроения выпускал для заводов боеприпасов «цепочки», состоящие из токарных, фрезерных, резьбонакатных станков для комплексной обработки корпуса взрывателя.
— 347 —
Для обработки корпуса снаряда были выпущены линии из упрощенных фасоннотокарных, револьверных и резьбофрезерных полуавтоматов. По сравнению с токарно-револьверными станками мод. 136, на которых эти детали обрабатывались прежде, производительность увеличилась в 5 раз.
— 348 —



Оценили 6 человек
17 кармы