

Производство зубообрабатывающих станков в 1946-1950 гг. - https://cont.ws/@mzarezin1307/...
Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957. https://yadi.sk/i/_L9Vi2_qCw_2...
ЧАСТЬ ТРЕТЬЯ
СТАНКОСТРОЕНИЕ ПОСЛЕ ВЕЛИКОЙ ОТЕЧЕСТВЕННОЙ ВОЙНЫ (1946—1950 гг.)
<...>
Станки фрезерной группы. После войны развитие конструкций фрезерных станков, позволяющих работать твердосплавным инструментом, происходило в направлении:
а) повышения скоростей вращения шпинделя и подач;
б) повышения мощности и к. п. д. главного привода;
в) применения бесступенчатого привода подачи, особенно на тяжелых станках, для которых характерно большое машинное время обработки;
— 388 —
г) повышения жесткости, виброустоичивости и улучшения системы смазки.
д) повышения степени механизации (дистанционное управление зажимом поперечины, применение быстродействующих приспособлений и т. д.) и автоматизации станков (введение полуавтоматических циклов работы, облегчение управления станком, концентрация органов управления у рабочего места, широкое применение однорукояточного управления);
е) повышения безопасности работы;
ж) автоматизации и повышения производительности копировальной обработки.
За послевоенные годы из всего количества выпущенных станков фрезерной группы необходимо отметить освоение следующих моделей:
Из числа консольно-фрезерных станков освоены:
а) нулевые номера — мод. 6П80, 6П80Г и 6П10;
б) первые номера — мод. 6Н81, 6Н81Г и 6Н11;
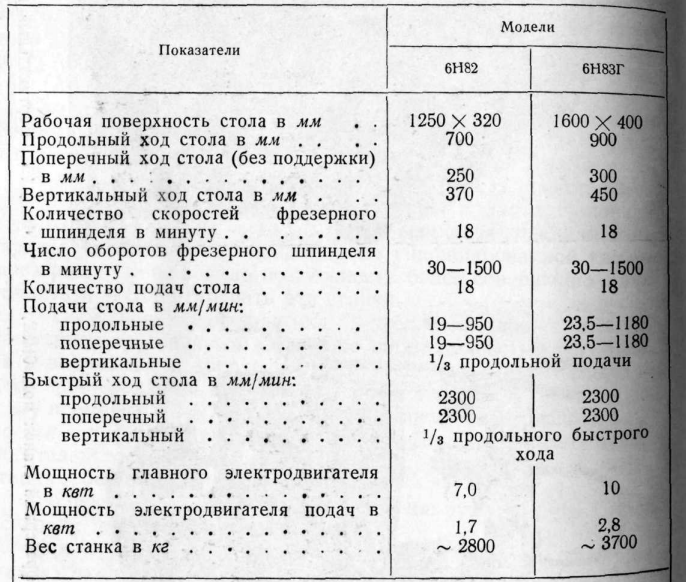
в) вторые номера — мод. 6Н82, 6Н82Г и 6Н12;
г) третьи номера — мод. 6Н83, 6Н83Г и 6Н13.
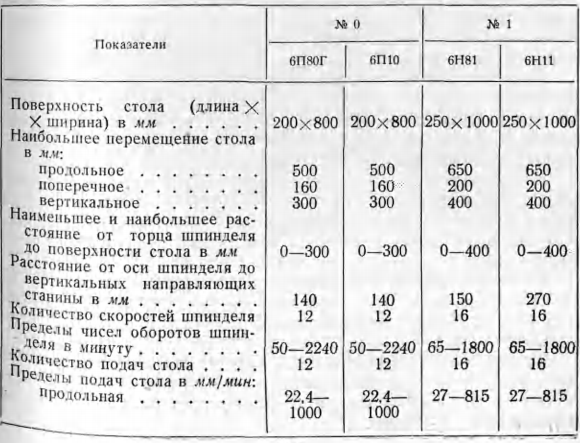
Ниже приведены некоторые технические показатели станков, освоенных в послевоенный период, характеризующие их быстроходность, мощность и вес:
— 389 —
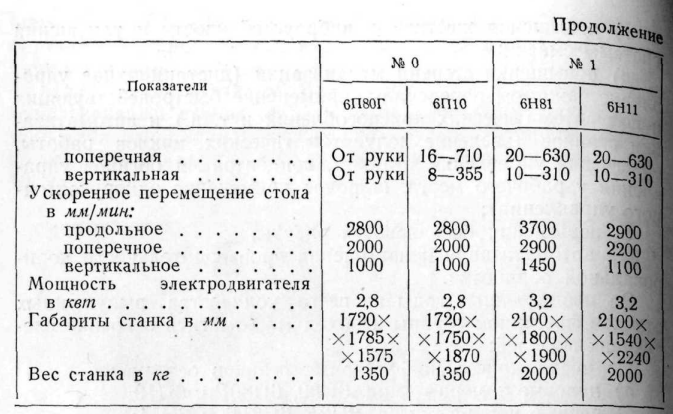
Консольно-фрезерные станки с размерами стола 200 X X 800 мм (№ 0) представлены тремя типами: универсальным — мод. 6П80, горизонтальным — мод. 6П80Г и вертикальным — мод. 6П10.
Станки мод. 6П80 и 6П80Г имели две разделенные кинематические цепи — вращения шпинделя и подачи стола во всех направлениях. Шпиндель приводился во вращение от отдельного электродвигателя через шестискоростную коробку, ременную передачу и перебор.
Кинематическая схема вертикального станка мод. 6П10 отличалась от схемы станков горизонтального типа лишь тем, что имела дополнительно коническую передачу 1 : 1 и вертикальный вал, с которого вращение передавалось на вертикально расположенный шпиндель станка.
Коробка скоростей представляла собой отдельный узел, укрепленный фланцем корпуса к задней стенке станины. Коробка имела четыре шлицевых вала; зубчатые колеса, сидящие на этих валах, сообщали шпинделю в зависимости от настройки шесть различных чисел оборотов.
Консольно-фрезерные станки с размерами стола 250 X 1000 мм (№ 1) также состояли из трех типов: универсального — мод. 6Н81, горизонтального — мод. 6Н81Г и вертикального — мод. 6Н11.
Станок мод. 6Н81 (фиг. 190) универсального типа, с поворотным столом, предназначался для фрезерования разнообразных деталей цилиндрическими, дисковыми, угловыми; и фасонными фрезами.
—390 —
Вращение шпинделя фрезы и перемещение стола осуществлялось от отдельных электродвигателей. Стол имел механическую подачу и ускоренное перемещение в трех направле-
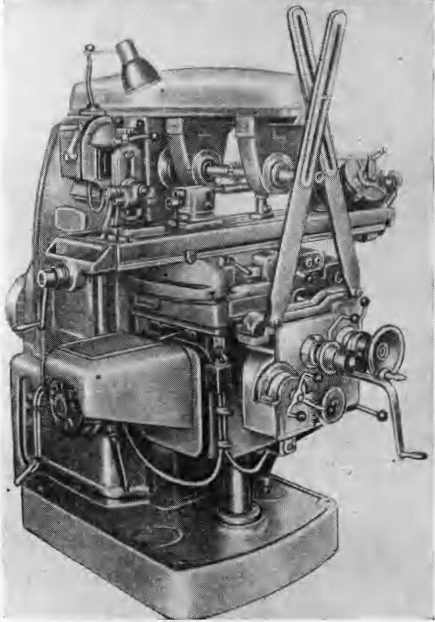
Фиг. 190. Консольно-фрезерный станок мод. 6Н81.
ниях. Рабочие и быстрые перемещения были сблокированы. Выключение механического перемещения стана производилось от упоров и от руки.
Значительных успехов добился ведущий завод фрезерного станкостроения — Горьковский завод фрезерных станков —
— 391 —
в деле освоения вторых и третьих номеров, а также ряда cпециальных станков.
В период 1946—1949 гг. на ГЗФС был спроектирован и изготовлен ряд оригинальных высокопроизводительных универсальных скоростных и тяжелых фрезерных станков. Наиболее оригинальными из них являются гамма широко унифицированиых консольно-фрезерных станков — 6Н82, 6Н82Г, 6Н12, 6Н83, 6Н83Г и 6Н13, а также тяжелые фрезерные станки, как-то:
специальный торцефрезерный станок для скоростного фрезерования торцов колонн высотных зданий весом 130 т (тип 6991);
специальный продольно-фрезерный станок мод. ГФ-75 для скоростного фрезерования рамы левой и правой тележек трактора и четырехшпиндельный продольно-фрезерный станок мод. А664Д, завершающий гамму продольно-фрезерных станков (А662, А663 и их модификаций).
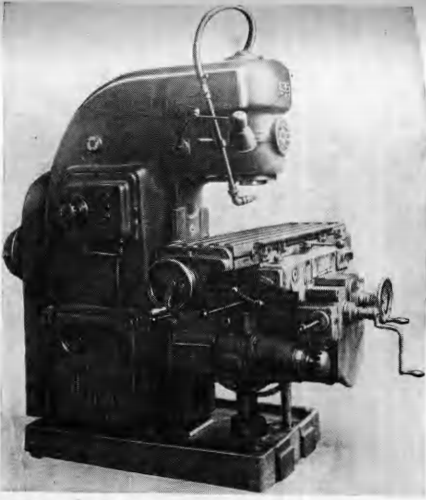
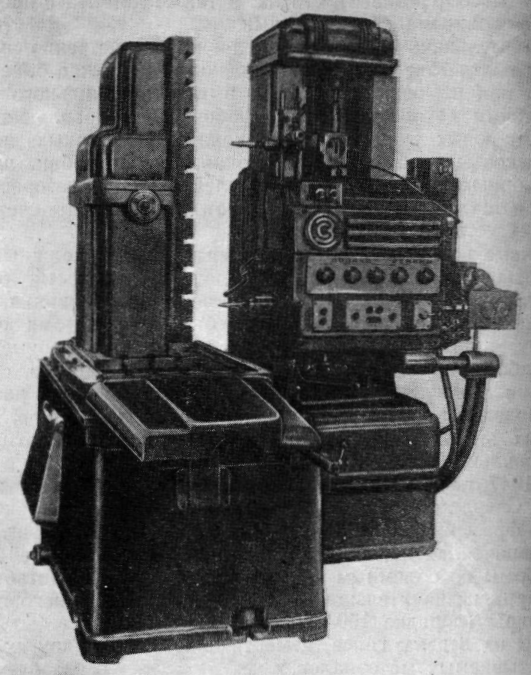
Созданная отечественная оригинальная гамма консольно-фрезерных станков вторых и третьих номеров удовлетворяла высоким требованиям промышленности (фиг. 191, 192).
Гамма консольно-фрезерных станков серии Н представляла оригинальные электрифицированные станки для выполнения различных работ на металлообрабатывающих предприятиях страны. Создание стройной, широко унифицированной гаммы фрезерных станков дало возможность более совершенно изготовлять и эксплуатировать эти станки.
Техническая характеристика и жесткость новых станков позволяют на основном диапазоне работ полностью использовать возможности твердосплавного инструмента для скоростного фрезерования. Производительность станков (по машинному времени) в 1,5 раза выше по сравнению с производительностью ранее изготовленных станков. Для сокращения вспомогательного времени и облегчения управления в новых станках были предусмотрены:
дублированное управление кнопочно-рукояточного типа (спереди и с левой стороны станка);
пуск и останов шпинделя и ручное включение быстрых ходов стола при помощи кнопок, а управление подачами при помощи рукояток, указывающих направление движения стола;
изменение скоростей и подач при помощи механизмов, позволяющих получить любую из имеющихся на станке (без прохождения промежуточных ступеней) путем поворота лимба.
В итоге этих мероприятий вспомогательное время на новых станках значительно снизилось по сравнению со временем,
— 392 —

Фиг. 191. Консольно-фрезерный станок мод. 61182.
Фиг. 192. Вертикальный консольно-фрезерный станок мод. 6Н12
-393-
которое было необходимо для выполнения этих операций на прежних станках.
Увеличены технологические возможности консольно-фрезерных станков путем обеспечения возможности попутного фрезерования, введения скачкообразного и маятникового цикла движений в продольном направлении стола.
Высокая степень автоматизации и высокие технические характеристики станков обеспечивают повышение производительности труда (в ряде случаев до 150%) и широкое применение многостаночного обслуживания.
Ниже приведена краткая техническая характеристика станков мод. 6Н82 и 6Н83Г.

-394-
Копировально-фрезерные станки. Станки этого типа применяются в различных отраслях промышленности: авиационной, автостроении, турбомоторостроешш, инструментальной, приборостроительной, а также в отраслях промышленности, в которых после войны резко увеличился удельный вес деталей из пластмассы, резины и стекла, а также деталей с пространственно-сложными поверхностями.
Значительная часть деталей пространственно-сложной формы вследствие повышенной точности не может быть обработана при помощи штамповки, вытяжки, кокильного литья.
К таким деталям относятся рабочие и направляющие лопатки паровых турбин и авиационных реактивных двигателей, судовые гребные винты, лопасти гидротурбин, шатуны авиационных и танковых двигателей, кулаки газораспределения и шатуны крупных дизельмоторов, коноиды счетно-решающих устройств и т. п.
Кривые поверхности этих массовых деталей должны обрабатываться на станках высокой производительности, обеспечивающих высокую точность и простоту обслуживания.
Таким образом, возросла потребность в автоматических станках, пригодных для производственных и инструментальных работ. Поэтому важнейшей задачей советского станкостроения в послевоенный период явилось широкое развитие производства автоматических копировальных станков, среди которых значительную группу представляли автоматические копировально-фрезерные станки.
В 1947 г. на Ленинградском станкостроительном заводе имени Свердлова была создана конструкция электрокопировально-фрезерного полуавтомата мод. 6441А (фиг. 193), предназначенная для обработки всевозможных деталей сложной формы по объемным и плоским копирам в масштабе 1:1.
Благодаря незначительному давлению копировального пальца на копиры (порядка 150—200 г) последние могут быть изготовлены из дерева, гипса, цемента, алюминия и других легко обрабатываемых материалов.
На этих станках можно обрабатывать пресс-формы, пуансоны и матрицы, имеющие пространственно-сложную форму, а также кулачки и другие детали, имеющие контурно-сложную форму.
Первая группа работ производится по объемному копиру и ведется двумя способами:
а) горизонтальными «строчками», когда стол имеет горизонтальное перемещение в режиме задающей подачи, а шпиндельная бабка - продольое перемещение в режиме следящей подачи и периодическое вертикальное перемещение;
— 395 —
б) вертикальными «строчками», когда стол имеет периодическое горизонтальное перемещение, а шпиндельная бабка — продольное перемещение в режиме следящей подачи и вертикальное перемещение в режиме задающей подачи.
Фиг. 193. Электрокопировально-фрезёрный полуавтомат мод. 6441А.
Вторая группа работ производится по плоскому копиру. Рабочий процесс складывается из двух движений: горизонтального перемещения стола и вертикального перемещения шпиндельной бабки. Периодическое движение отсутствует. В данном случае копировальный ролик следует по профилю копира.
- 396 -
Наличие надежной системы управления процессами копирования дает, возможность создания ряда различных специализированных копировальных станков для обработки деталей с пространственно-сложными поверхностями — лопастей, гребных винтов, рабочих лопаток газовых турбин и др.
Основными особенностями системы управления процессами на станке 6441А являются:
а) применение бесконтактного (индуктивного) копировально-измерительного прибора с одним чувствительным элементом;
б) применение электромеханической следящей системы с электронным управлением, содержащим дифференцирующие и интегрирующие связи.
Система управления станком является дальнейшим развитием схемы, разработанной заводом еще в 1936 г.
Копировальный палец закреплен на шпинделе копировально-измерительного прибора и может незначительно перемещаться относительно корпуса прибора. При среднем положении копировального пальца происходит только задающая подача (на схеме вертикальная). Отклонение назад копировального пальца вызывает команду для продольной подачи назад и соответственное уменьшение вертикальной подачи.
Наоборот, отклонение копировального пальца вперед является командой для продольной подачи вперед и уменьшения вертикальной подачи.
Таким образом, при перемещении копировального пальца вектор результирующей подачи, представляющей собой геометрическую сумму продольной и вертикальной составляющих, поворачивается до тех пор, пока направление его не будет совпадать с касательной к поверхности копира в точке касания копировального пальца. Каждое изменение угла наклона копира сопровождается небольшим смещением копировального пальца и соответственным поворотом вектора результирующей подачи.
Аналогичным образом могут быть построены и схемы для обработки по плоскому копиру контуров сложных тел вращения на токарных станках.
Во всех случаях процесс копирования осуществляется путем автоматического управления двумя взаимно-перпендикулярными подачами. Копировально-фрезерный станок Одесского завода имени Кирова мод. 642 (фиг. 194) предназначался для объемного фрезерования ковочных штампов, пресс-форм и металлических моделей. Наибольшие размеры (длина X ширина X глубина) обработки составляли 400X250X90 мм. Габариты станка
- 397 -
1460 X 1630X2100 мм. Вес станка около 3 т. Обработка на станке производится автоматически по модели с масштабом копирования 1:1. Этот станок обеспечивает фрезерование крутых уклонов до 87°.

Фиг. 194. Копировально-фрезерный станок для объемного копирования мод. 642.
Малое усилие контакта следящего пальца и модели разрешает применять модели из дерева, пластмасс, цветных сплавов и других легко обрабатываемых материалов.
Конструкция станка обеспечивает работу повторяющимися циклами, что позволило автоматизировать процесс копир0вания.
- 398-
Преимуществами станка мод. 642 являлись:
а) достаточная жесткость и вместе с тем небольшой вес подвижных элементов станка (стол, шпиндельная головка), что обеспечивает безынерционную и точную обработку;
б) отсутствие зазоров в механизме поперечного перемещения стола с помощью гидроцилиндра, что предопределяет возможность применения высокопроизводительного метода попутного фрезерования, обеспечивающего высокую чистоту поверхности;
в) компоновка станка, расположение гидромеханизмов в легкодоступных местах, простота и удобство управления, значительно упрощающие работу на этом станке;
г) дублирование автоматического управления движениями стола и шпиндельной головки ручным, что создает возможность высокопроизводительной обработки ровных поверхностей каналов, углублении для облоя и др., а также установочныхьперемещений;
д) простота кинематики, небольшое количество деталей и рациональное расчленение станка на самостоятельные в конструктивном и технологическом отношениях узлы, что определяет небольшую трудоемкость станка и его малую стоимость.
Контурные копировально-фрезерные станки мод. 642К и ОФ-8 предназначены для обработки криволинейных контуров различных деталей: шатунов поршневых авиадвигателей, распределительных кулаков дизель-моторов, лопаток паровых турбин и других деталей сложной формы. Наличие вертикальной рабочей подачи шпинделя дает возможность фрезеровать глухие пазы и гнезда фасонного профиля путем постепенного врезания.
На станках можно производить всевозможные работы, выполняемые на обычных вертикально-фрезерных станках, при меньшей затрате времени, благодаря тому, что перемена направления движения рабочего стола не требует никаких ручных переключений.
Габариты станка 1390X 1460 X 2190 мм. Вес станка 2770 кг.
Станок мод. ОФ-8 (фиг. 195) отличается от станка мод. 642К только возможностью обрабатывать деталь несколько большей длины (625 мм), а поэтому он имеет вес около 3100 кг и несколько большие габариты — 1415 X 1515 Х 2010 мм.
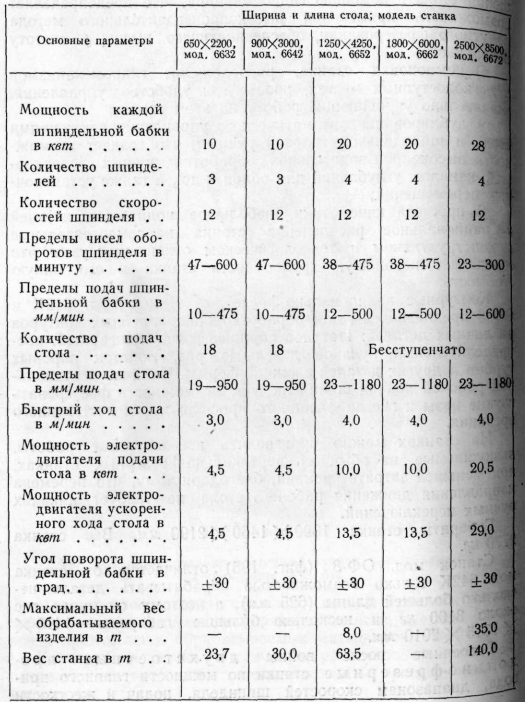
Освоенные после войны двухстоечные продольно-ф р е з е р н ы е станки по мощности главного привода, диапазонам скоростей шпинделя, подач и жесткости
— 399 —
обеспечивали как обычное, так и скоростное фрезерование при полном использовании режущих свойств твердосплавного инструмента.
Основные характеристики станков приведены ниже:
- 400 -
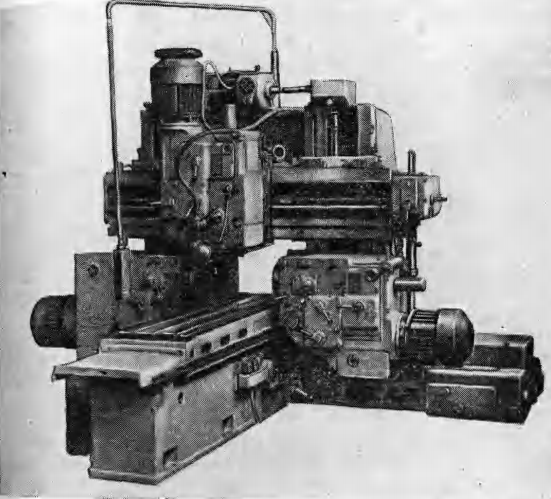
Станок мод. 6632 (фиг. 196) предназначен для замены продольно-фрезерного станка мод. Л663Г устаревшей конструкции. Он в 2 раза быстроходнее и на 20% более мощный по сравнению со станком А663Г.

Фиг. 195._Копировально-фрезерный контурный станок мод. ОФ-8.
Станок может быть использован в серийном и единичном производствах, преимущественно для одновременной обработки торцовыми фрезами двух или трех плоскостей на деталях.
Продольно-фрезерный станок мод. 6652 (фиг. 197) был аналогичен станку 6632.
— 401 —
Все продольно-фрезерные двухстоечные станки указанных выше моделей спроектированы на основе унифицированных конструктивных схем с широкой унификацией отдельных узлов, механизмов и деталей.
Так, например, продольно-фрезерные станки мод. 6652 и 6662 имеют 93,3% унифицированных деталей. Такая макси-
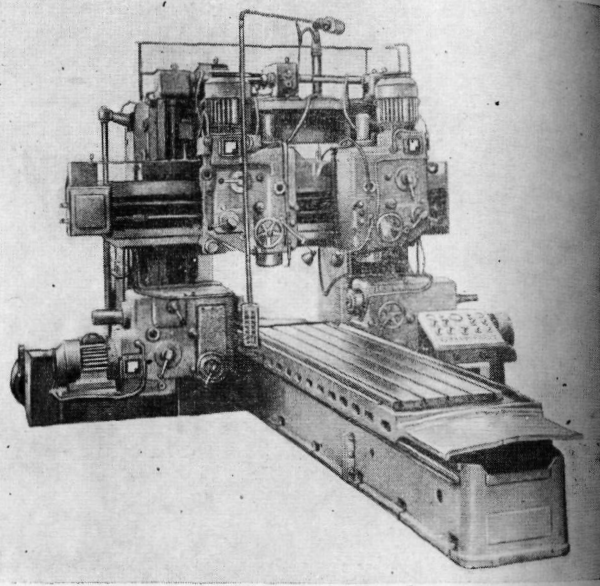
Фиг. 196. Продольно-фрезерный станок мод. 6632.
мальная унификация и нормализация деталей является одной из основ технологичности конструкции, так как дает возможность широко использовать универсальные и нормальные приспособления для уменьшения трудоемкости и повышения качества обрабатываемых деталей, сократить затраты на переналадку станков и тем самым вести обработку на высокопроизводительных станках. Необходимо отметить, что в продольно-фрезерных станках имеются не только унифицированные детали, но и унифицированные сборочные единицы - узлы.
— 402 —
К этим сборочным единицам относятся шпиндельные бабки, узел стола, узел механизма подач и пр. Можно, например, для большой детали с небольшими обрабатываемыми поверхностями выбрать легкие шпиндельные бабки при боль-
Фиг. 197. Продольно-фрезерный станок мод. 6652.
шом рабочем столе или, наоборот, для деталей малых габаритов с тяжелой фрезерной обработкой — мощные шпиндельные бабки и небольшой стол. Таким образом, изготовление разнообразных продольно-фрезерных станков в соответствии с требованиями обработки ускоряется и удешевляется сборкой их из одних н тех же деталей и узлов в различной комбинации.
- 403 -


Оценили 3 человека
12 кармы