

Читаем книгу "Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957." https://yadi.sk/i/_L9Vi2_qCw_2...
О развитии отечественного станкостроения в годы 2-й и 3-й пятилеток https://cont.ws/@mzarezin1307/... , о развитии мирового станкостроения в те же годы - https://cont.ws/@mzarezin1307/...
О производстве токарных станков - https://cont.ws/@mzarezin1307/...
О производстве карусельных, револьверных станков и токарных автоматов - https://cont.ws/@mzarezin1307/...
О производстве сверлильных и расточных станков - https://cont.ws/@mzarezin1307/...
О производств агрегатных и специальных станков - https://cont.ws/@mzarezin1307/...
И о фрезерных станках.
I. Капиталистические станы
Фрезерные станки. К 1940 г. появилось большое количество новых моделей фрезерных станков, обладавших следующими характерными особенностями: значительное применение гидравлики; повышение числа оборотов шпинделя до 2—6 тыс. в минуту; повышение подачи до 1—2 м в минуту; увеличение скорости холостых ходов до 8 м в минуту; сообщение станку возможности фрезерования по и против подачи; увеличение степени автоматизации; широкий набор специальных приспособлений.
Уровень развития производства фрезерных станков в отдельных капиталистических странах характеризовался значительным повышением удельного веса группы фрезерных станков в общем выпуске станков в 1939—1941 гг.
— 312 —
Настольные фрезерные станки производились многими фирмами, в том числе такими фирмами, как Пратт Витней и Эксцелло в США и Ф. Вернер в Германии. Эти станки выпускались с размерами стола от 65 X 250 до 200 X 600 мм при большом количестве модификаций одинаковых размеров.
Настольные фрезерные станки имели максимально упрошенные кинематические схемы и значительное количество модификаций на основе базовых моделей. Обслуживание станков было упрощено при частичной автоматизации с применением барабанов, упоров и т. д.
На станках широко применялись дополнительные приспособления (долбежные головки, быстроходные фрезерные и сверлильные головки и др.).
Новые консольно-фрезерные станки фирмы Цинциннати состояли из быстроходных и нормальных моделей. Управление от одной рукоятки скоростями и подачами осуществлялось спереди или сбоку станка. Станки имели более массивный хобот, увеличенное число дисков в пластинчатом фрикционе, колонны из механита.
Бесконсольно-вертикальные станки различных типоразмеров также получили значительное распространение в США, Германии и Англии.
Выпуск новых копировально-фрезерных станков положил конец монопольному положению станков фирмы «Келлер», производство которых перешло к фирме Пратт-Витней.
Особенно быстрое развитие копировально-фрезерные станки получили в Германии, где их производство началось почти одновременно на трех заводах — Коллет-Энгельгарт, Хайдигснштедт и Мюллер и Монтаг. В 1940 г. копировально-фрезерный станок с трейсерным устройством и гидравлическим приводом был запатентован английской фирмой «Бритиш-Эршлейн».
Наряду с этими станками появились копировально-фрезерные станки с фотоэлектрическим управлением. Опытный образец этого станка демонстрировался фирмой Коллет Энгельгардт на Лейпцигской выставке еще в 1937 г.
Во всех выпускаемых станках была заметна тенденция к повышению производительности за счет увеличения количества работавших шпинделей. В группу копировально-фрезерных станков, наряду со станками с ощупывающим трейсерным механизмом, входили также простые копировальные станки с копирами, гравировальные станки с пантографом и специальные станки для нужд судостроительного, авиационного, артиллерийского, оружейного и других производств. Количество моделей станков этой группы было очень велико.
— 313—
Резьбофрезерные станки получили большое распространение, особенно в Европе, в связи с военными заказами. Новой моделью, предназначенной для фрезерования коротких резьб, являлась модель фирмы Вандерер. В этом станке были автоматизированы загрузка и закрепление деталей. Заготовка подводилась к шпинделю по рольгангу и задвигалась в шпиндель с помощью гидравлического цилиндра. Таким же образом происходил и отвод заготовки.
Комбинированные станки перед войной получили заграницей серьезное развитие. В этих станках, изготовленных по отдельным заказам, операция фрезерования комбинировалась с другими операциями.
Представителями таких станков являлись фрезерно-центровальный — Санстренд, фрезерно-сверлильный — Ньютон, фрезерно-шевинговальный — Ньютон, фрезерно-строгальный Грой, Вальдрих и т. д.
Постепенно пробивали себе дорогу и новые методы фрезерования, хотя станки для новых методов фрезерования заграницей выпускались единицами. Так были выпущены мощные обдирочные станки для обработки плоскостей коническими фрезами с подачей до 6000 мм/мин.
Можно констатировать, что вообще развитие станков для новых методов обработки шло медленными темпами, очевидно, в связи с большой загрузкой станкостроительных заводов.
-314-
II. СССР
Фрезерные станки. Из группы фрезерных станков в первой пятилетке изготовлялись только универсальные и горизонтально-фрезерные станки типа Цинциннати и малые фрезерные станки.
Во второй пятилетке номенклатура выпускаемых фрезерных станков значительно расширилась. Начали изготовлять горизонтально-фрезерные, универсально-фрезерные, вертикально-фрезерные станки, малые размеры одно- и двухшпиндельных продольно-фрезерных станков и другие модели.
Вертикально- и горизонтально-фрезерные станки консольного типа изготовлялись в основном на двух заводах. На Тульском оружейном заводе, освоившем в 1932 г. серийное производство консольных горизонтально-фрезерных станков со столом площадью 250X 1000 мм в простом и универсальном исполнениях.
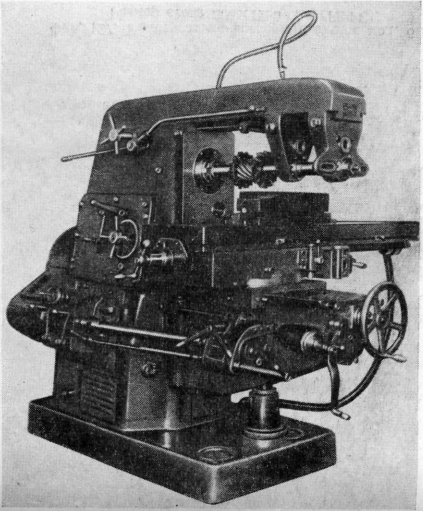
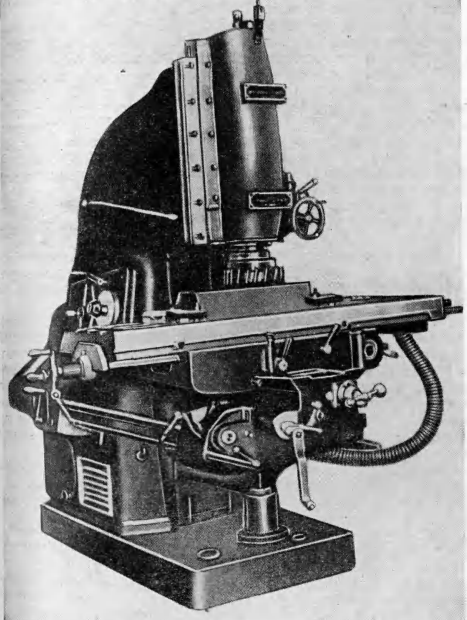
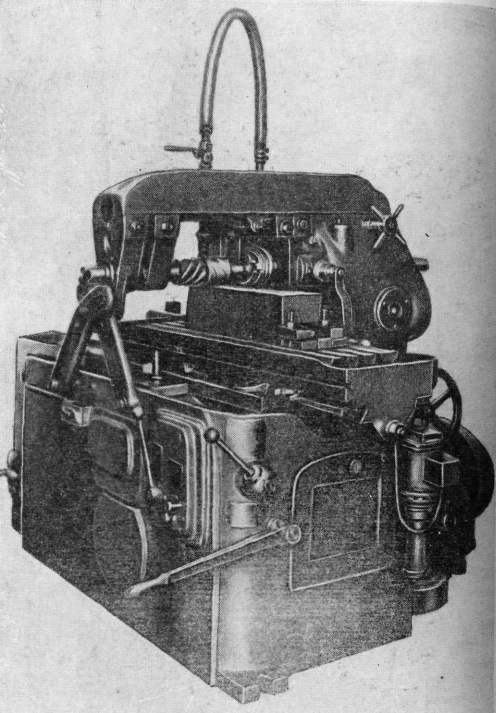
Основным заводом по производству фрезерных станков, в частности, станков консольного типа, являлся Горьковский завод фрезерных станков (ГЗФС), вступивший в строй в 1932 г. Заслуживают внимания, освоенные этим заводом горизонтально-фрезерные станки консольного типа в простом и универсальном исполнениях мод. 680 (фиг. 126) и мод. 6Б82 (фиг. 127) со столами площадью соответственно 225X750 и 300 X 1250 мм. ГЗФС также освоил вертикально-фрезерные станки, например, мод. 610 (фиг. 128). Горизонтально- и вертикально-фрезерные станки консольного типа мод. 683 (фиг. 129) со столом площадью 420X 1600 мм и мод. 615 (Фит. 130) со столом площадью 420 X 1600 мм ГЗФС начал выпускать в период 1934—1938 гг. Таким образом, весь ряд консольно-фрезерных станков был освоен в производстве в начале третьей пятилетки,
На Свердловском заводе тяжелых станков (в дальнейшем переименованном в Свердловский завод малых агрегатных станков) было организовано производство мелких
- 261-

Фиг. 126. Универсальный горизонтально-фрезерный станок мод. 680. Размер стола 225X750 мм (ГЗФС).

Фиг. 127. Универсально-фрезерный станов мод. 6Б82. 127. Размер стола 300x1250 мм станок (ГЗФС).
-263-

Фиг. 128. Вертикально-фрезерный станок мод. 610. Размер стола 225x750 мм (ГЗФС).
Фиг. 129. Горизонтально-фрезерный станок мод. 683. Размер стола 420x1600 мм (ГЗФС).
-264-
Фиг. 130. Вертикально-фрезерный станок, мод. 615. Размер стола 420x1600 мм (ГЗФС).
— 265 —
широкоуниверсальных фрезерных станков (фиг. 131) инструментальных и экспериментальных цехов, а производство станков размера № 0 было передано Дмитровскскому заводу фрезерных станков.
Производство крупных вертикально-фрезерных станков бесконсольного типа со столом площадью 600 X 2000 и 750X 2200 мм было организовано на ГЗФС в 1940 г.
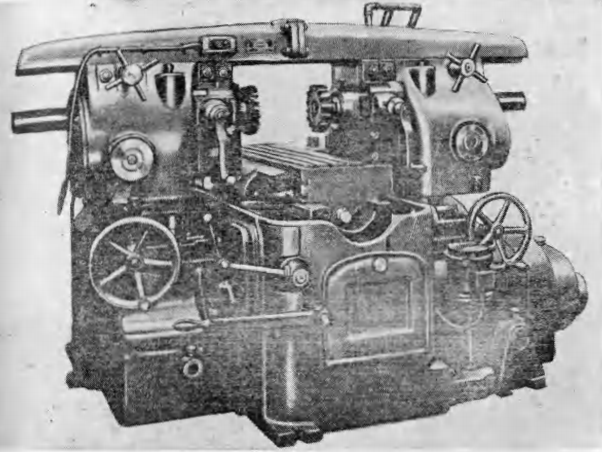
Продольно-фрезерные станки «Дуплекс» и «Симплекс» со столом площадью 300Х1000 мм (фиг. 132 и 133) и 450X 1250 мм (фиг. 134) и станки «Дуплекс» со столом 650 X 2200 мм ГЗФС освоил в 1936—1938 гг. Небольшие продольно-фрезерные станки выпускались Тульским заводом в двух исполнениях: полуавтомат барабанного типа со столом площадью 250 X 500 мм и электромеханический полуавтомат со столом 250 X 700 мм.
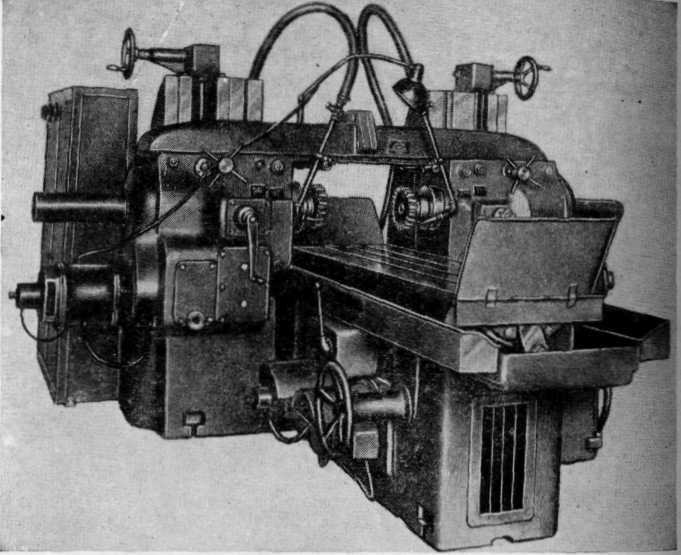
Крупные продольно-фрезерные четырехшпиндельные станки со столом 900X5250 мм (фиг. 135) ГЗФС изготовлял с 1939 г.
Для непрерывного фрезерования деталей в массовом производстве тот же завод выпускал с 1940 г. вертикально-фрезерные станки карусельного типа со столом диаметром 1000 мм и с 1937 г. — барабанно-фрезерные станки.
Копировально-фрезерные станки упрощенного типа для массового производства с ручной подачей выпускал Тульский оружейный завод. Для обработки небольших фасонных поверхностей, например, у фасонных фрез, легкие копировально-фрезерные станки простой конструкции изготовлял завод имени Воскова. Высокопроизводительный электрокопировальный полуавтомат для контурного и объемного копирования по модели (фиг. 136) освоил в 1940 г. Ленинградский завод имени Свердлова.
Этот станок должен был явиться базой для гаммы таких станков, охватывающей модели для обработки сложных поверхностей от малых до самых больших размеров, встречающихся в различных областях машиностроения.
Резьбофрезерные станки различных типов с 1935 г. выпускал завод имени ЦК Союза машиностроения (г. Куйбышев).
Этот завод освоил производство центровых резьбофрезерных станков для резьб длиной до 1560 мм, а также гамму патронных резьбофрезерных полуавтоматов, для коротких резьб с ручной и магазинной загрузкой (фиг. 137).
Крупные резьбофрезерные станки патронного типа с 1939 - 1940 гг. выпускал ГЗФС.
На одном из машиностроительных заводов изготовлялись резьбофрезерные полуавтоматы для фрезерования внутренней
- 266-

Фиг. 131. Широкоуниверсальный фрезерный станок мод. 678. Размер стола 215x600 мм (завод малых агрегатных станков в Свердловске).
- 267 -
Фиг. 132. Продольно-фрезерный одношпиндельный станок "Симплекс" мод. 6А53. Размер стола 300x1000 мм (ГЗФС).
— 268 -
и для наружной резьб, работающие многониточными фрезами по методу врезания.
Однако производство фрезерных станков в СССР в предвоенном 1940 г. еще не достигло уровня, который удовлетворял бы вполне социалистическую промышленность. Недостаточно был освоен весь номенклатурный диапазон типоразме-
Фиг. 133. Двухшпиндельный продолыю-фрезсрпый станок "Дуплекс" мод. 6Л63. Размер стола 300Х1000 мм (ГЗФС).
ров, в частности, настольных фрезерных станков. Модели самых малых станков отсутствовали совсем.
Производство горизонтальных, вертикальных и универсальных фрезерных станков консольного типа стояло, в основном, на уровне современных требований.
Продольно-фрезерные станки составляли основную часть в группе фрезерных станков и имели большое число типоразмеров.
В СССР в 1936—1939 гг. было освоено девять типоразмеров продольно-фрезерных станков с площадью стола от 250 X 500 до 900 X 3260 мм.
— 269 —
Кроме тогo, было освоено девять моделей копировально-фрезерных станков с площадью стола от 160X300 до 300 X 400 мм.
Заводом «Калибр» был освоен гравировальный станок с размером стола 160 X 300 мм. Другим заводом были освоены копировальные станки со шпинделями, жестко соединенными с копировальными роликами и повторяющими их путь, с размерами стола 185X300 и 300X400 мм.
Фиг. 134. Двухшпиндельный продольно-фрезерный станок мод. 6Г65. Размер стола 450х 1250 мм (ГЗФС).
В области сложных копировально-фрезерных станков велась значительная экспериментальная работа по станкам с фотоэлектрическим управлением, с гидравлическим приводом и с чисто электрической схемой.
-270-
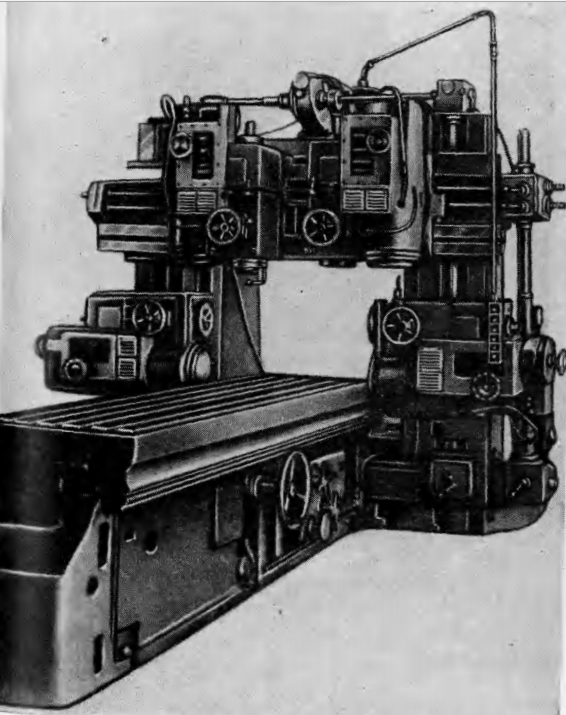
Фиг. 135. Четырехшпиндельный продольно-фрезерный станок мод. 6Д36. Размер стола 900x 3250 мм (ГЗФС).
- 271 -
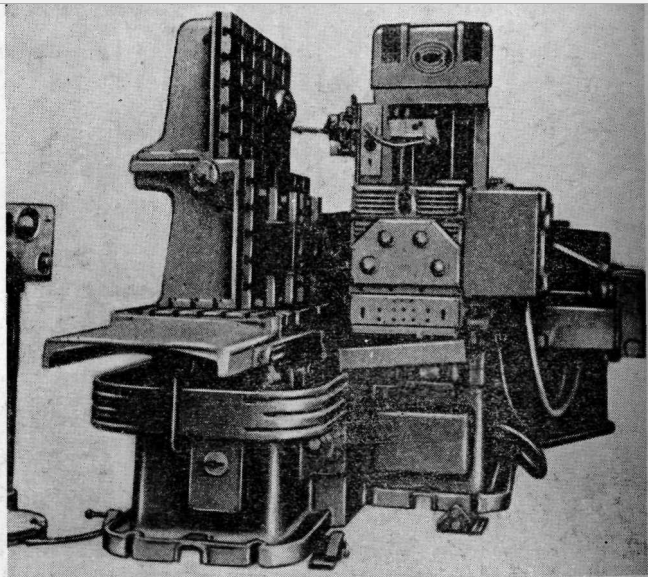
Фиг. 136. Электрокопировально-фрезерный станок мол. 6441. Размер стола 600x1200 мм (завод имени Свердлова).
-272-
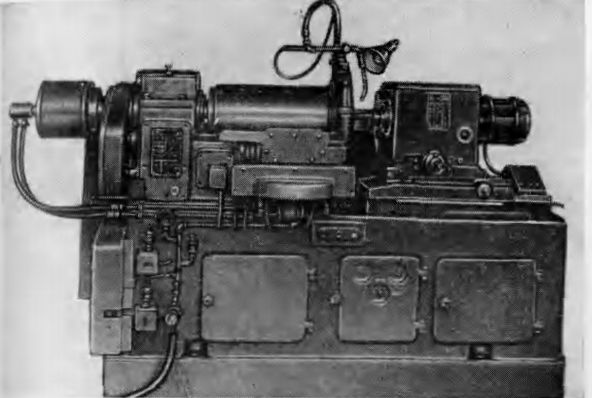
Фиг. 137. Одношпиндельный резьбофрезерный автомат для коротких резьб с магазинной загрузкой стальных деталей мод. 5М63. Диаметр изделия 100 мм, длина изделия 350 мм (завод имени ЦК Машиностроения).
-273-



Оценил 1 человек
6 кармы