

Читаем книгу "Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957." https://yadi.sk/i/_L9Vi2_qCw_2...
Завершающая порция выписок о развитии станкостроения в предвоенные годы.
Протяжные станки.
I. Капиталистические страны.
Протяжные станки. Протяжные станки приобрели больш0е значение, особенно в США, в условиях массового и крупно-серийного машиностроительного производства.
В 1934 г. в США протяжные станки составляли 0,5% а в 1940 г. 0,6% от всего станочного парка.
Количество протяжных станков, изготовленных в СЩА в 1937 г., составляло 1,8% от всего выпуска станков.
Состояние производства протяжных станков перед войной за рубежом характеризовалось следующими цифрами:

Фирмы строили протяжные станки с длиной хода протяжки 500—2000 мм и усилием протягивания 1 —50 т в нормальных станках и значительно выше в специальных станках.
Номенклатура протяжных станков была достаточно разнообразной. Так, в США изготовлялись горизонтальные и вертикальные станки для внутреннего протягивания; горизонтальные и вертикальные станки для наружного протягивания; цепные и ротационные станки для наружного протягивания; специальные протяжные станки.
Выпуская широкий ряд размеров станков по длине хода протяжки и тяговому усилию, американское станкостроение удовлетворяло разнообразные потребности промышленности в области обработки крупных и мелких изделий.
В последние годы наблюдалась отчетливая тенденция снабжать протяжные станки всевозможными приспособлениями, сокращавшими вспомогательное время и увеличивавшими производительность путем внедрения одновременной обработки нескольких деталей.
Протяжные станки с полуавтоматическим циклом снабжались загрузочными магазинами и полностью были автоматизированы.
Практика зарубежного станкостроения показала, что основным видом привода протяжных станков являлся гидравлический привод, обеспечивавший необходимый диапазон скоростей резания, предохранявший станки от перегрузок и поломок, способствовавший простой автоматизации циклов работы станков, повышавший чистоту и точность обработки, а также унификацию и нормализацию отдельных узлов станков.
— 316 —
II. СССР
Протяжные станки. Станкостроительная промышленность перед войной почти не удовлетворяла растущую потребность советского машиностроения в протяжных станках и пополнение парка протяжными станками происходило главным образом за счет импортного оборудования.
Помимо того, что в Советском Союзе выпускалась чрезвычайно ограниченная номенклатура типов протяжных станков, изготовляемые станки обладали тяговым усилием лишь 5, 10 и 20 т.
Не изготовлялись в СССР также и специальные протяжные станки, в получении которых были заинтересованы автомобильная, тракторная, оборонная и другие отрасли промышленности.
Минский завод имени Кирова в 1936 г. начал выпуск протяжных станков. Первым был изготовлен горизонтальный станок для внутреннего протягивания (фиг. 124) с наибольшим тяговым усилием 10 г. В 1937 г. этим же заводом был выпущен такой же станок с наибольшим усилием протягиватягивания 20 т, а в 1940 г. — станок типа «Дуплекс» с усилием протягивания 10 т.
— 259 —
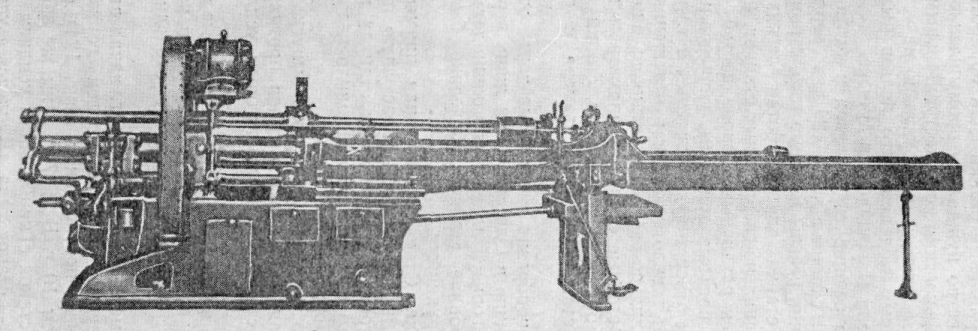
Фиг. 124. Гидравлический горизонтально-протяжной станок для внутреннего протягивания, мод. 751. Тяговое усилие 10 000 кг (завод имени Кирова в Минске).
-260-
Вертикальные станки (5-тонные) для внутреннего протягивания завод начал выпускать с 1940 г., а для наружного протягивания — с 1941 г. Вертикальные 10-тонные станки для наружного протягивания изготовлял завод «Станкоконструкция» (Фиг. 125).
Одним из машиностроительных заводов выпускались вертикальные станки для непрерывного протягивания.
Изготовлением в СССР протяжных станков был занят, по существу, лишь один завод — имени Кирова в Минске. Завод «Станкоконструкция» некоторое время также занимался изготовлением двух типоразмеров протяжных станков (вертикальный для наружного протягивания и специальный).
-261-
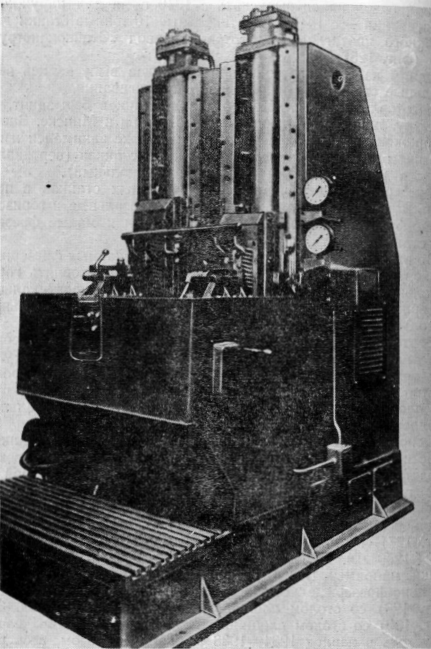
Фиг. 125. Вертикальный протяжной станок "Дуплекс" для наружного протягивания, мод. 774. Тяговое усилие 10 000 кг (завод "Станкоконструкция").
- 262-
Строгальные и долбёжные станки.
I. Капиталистические страны.
Строгальные станки. Несмотря на тенденцию к ограничению области применения станков строгальной группы, вытесняемых фрезерными, протяжными и шлифовальными станками, в ряде отраслей машиностроения они все же продолжали играть большую роль в силу специфических требований отдельных отраслей машиностроения.
Простота и относительная дешевизна инструмента наряду с возможностью быстрой наладки определяли широкое применение этих станков в единичном и мелкосерийном производстве (в частности, в тяжелом машиностроении), где применение фрезерных и протяжных станков не всегда являлось рентабельным.
Строгальные станки находили себе применение и в серийном производстве при обработке точных прямолинейных поверхностей сложных очертаний, например, направляющих суппортов, столов, ползунов в станкостроении, листов и плит судостроении (кромкострогальные станки) и т. д.
В силу этого станки строгальной группы продолжали изготовляться значительным количеством фирм.

Интересно отметить, что в США, где особенно было развито массовое и крупносерийное производство, количество фирм, производивших станки строгальной группы, было меньше, чем в Германии и Англии.
-317-
II. СССР
Строгальные и долбежные станки. В СССР в 1940 г. изготовлялись 17 типоразмеров строгальных и долбежных станков.
Продольно-строгальные станки отечественного производства еще значительно отставали по скорости движения стола. Станки завода имени Свердлова, например, имели наибольшую скорость рабочего хода стола 12 м/мин, а скорость обратного холостого хода — 36 м/мин., станки завода имени Ворошилова — соответственно 33 и 36 м/мин, в то время как в мировом станкостроении уже применялись скорости резания
— 274 —
до 60—70 м/мин, а в отдельных случаях и до 90—100 м/мин, достигалось внедрением электрифицированного привода по схеме Леонардо. В 1940 г. завод имени Свердлова освоил производство новых станков с приводом по схеме Леонардо.
Номенклатура выпускавшихся продольно-строгальных станков полностью не удовлетворяла потребителей, причем неосвоенными являлись наиболее крупные и сложные модели станков с шириной строгания 2500—5000 мм.
В программе выпуска поперечно-строгальных станков на Гомельском заводе имени Кирова и на ряде планируемых заводов еще фигурировали шепинги устарелых конструкций, на очереди стояло освоение новых моделей поперечно-строгальных станков с поперечным перемещением ползуна и переносных станков для обработки тяжелых деталей.
- 275-
О развитии отечественного станкостроения в годы 2-й и 3-й пятилеток https://cont.ws/@mzarezin1307/... , о развитии мирового станкостроения в те же годы - https://cont.ws/@mzarezin1307/...
О производстве токарных станков - https://cont.ws/@mzarezin1307/...
О производстве карусельных, револьверных станков и токарных автоматов - https://cont.ws/@mzarezin1307/...
О производстве сверлильных и расточных станков - https://cont.ws/@mzarezin1307/...
О производстве агрегатных и специальных станков - https://cont.ws/@mzarezin1307/...
О фрезерных станках - https://cont.ws/@mzarezin1307/...
О зубообрабатывающих станках - https://cont.ws/@mzarezin1307/...
О шлифовальных станках - https://cont.ws/@mzarezin1307/...



Оценили 3 человека
7 кармы