

Производство сверлильных и расточных станков в 1946-1950 гг. https://cont.ws/@mzarezin1307/...
Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957. https://yadi.sk/i/_L9Vi2_qCw_2...
ЧАСТЬ ТРЕТЬЯ
СТАНКОСТРОЕНИЕ ПОСЛЕ ВЕЛИКОЙ ОТЕЧЕСТВЕННОЙ ВОЙНЫ (1946—1950 гг.)
<...>
Станки шлифовальной группы. По этой группе станков за годы послевоенной пятилетки был освоен ряд высокопроизводительных моделей. Вновь была создана конструкция бесцентрово-шлифовального станка с широким кругом до 800 мм мод. 3А182, а для доводки круглых деталей освоен производительный бесцентрово-доводочный станок мод. 3867.
Выпущен ряд автоматов и полуавтоматов с автоматическим измерением размера шлифуемых поверхностей (мод. 3251, 3259, 3263, 345, 3317 и др.), что позволило обслуживать станок рабочим меньшей квалификации и давало возможность встраивать эти станки в автоматические линии.
Созданы станки повышенной точности (мод. 3158, 3740 и 345), а также станки для суперфиниша.
Развитие конструкций шлифовальных станков шло в направлениях:
— 376 —
1) создания станков с несколькими шлифовальными бабками, работающими одновременно, или несколькими шлифовальными кругами на общем шпинделе;
2) увеличения ширины кругов;
3) создания шлифовальных станков с полной автоматизацией процесса шлифования, включая и измерение в процессе обработки.
С целью повышения точности шлифования на вновь освоенных станках были проведены следующие конструктивные изменения:
отдельные узлы и станки в целом имели повышенную жесткость и виброустойчивость;
механизмы подач имели повышенную чувствительность к перемещениям, для чего кинематические цепи этих механизмов выполнены более короткими; предусмотрена выборка зазоров; вращающиеся элементы смонтированы на подшипниках качения; с этой же целью шлифовальные бабки во многих станках установлены на направляющие качения.
Шпиндельные узлы большинства станков имели совершенные конструкции подшипников с принудительной смазкой.
Почти во всех современных шлифовальных станках применено бесступенчатое регулирование скорости вращения шлифуемой детали.
По освоенным за период 1946—1950 гг. шлифовальным станкам следует отметить следующее:
По универсальным, простым и врезным крутлошлифовальным станкам освоены почти все размеры.
Станкостроительные заводы освоили их производство, начиная с самых малых размеров — с диаметром устанавливаемого изделия от 10 до 1600 мм.
Первые три типоразмера этих станков были разработаны и освоены в ЭНИМСе и изготовлены на Ленинградском заводе имени Ильича. Станки остальных размеров были спроектированы и освоены на Харьковском станкостроительном заводе. По своей конструкци эти станки стояли на самом современном уровне.
На фиг. 183 изображен круглошлифовальный полуавтомат мод. 3153А, предназначенный для шлифования деталей диаметром до 30 мм. Наличие механизма поперечной подачи позволяет получать плавное медленное врезание круга.
В этом станке конструктивно решена задача автоматизации всех рабочих и вспомогательных движений, за исключением установки и снятия детали, а также правки круга.
Наличие измерительного устройства обеспечивает автоматическое переключение станка с чернового режима на
— 377 —
чистовой, а также на режим выхаживания и выключение станка по достижении нужного размера детали.
Круглошлифовальный станок мод. 3174 предназначался для шлифования деталей диаметром до 750 мм и длиной до 5000 мм.
Бесцентровое шлифование является одним из прогрессивных технологических процессов, получившим за последние
Фиг. 183. Круглошлифовальный станок мод. 3153А.
20 лет значительное распространение в массовом и крупносерийном производствах.
Этот вид шлифования находит все большее применение также в мелкосерийном и даже индивидуальном производствах.
Процесс бесцентрового шлифования все шире применяется при обработке деталей со сложным профилем (шары, резьбы, отверстия и др.).
Особенности процесса бесцентрового шлифования позволили легко его автоматизировать и использовать в поточных и автоматических линиях.
— 378 —
Бесцентрово-шлифовальные станки мод. 3180, 3181, 3182, 3183 были освоены еще задолго до войны на одном машиностроительном заводе. Во время войны их изготовление перешло на ЗВШС, а затем на Витебский станкостроительный завод имени Кирова.
По внутришлифовальным станкам были освоены все основные размеры станков — с наибольшим диаметром шлифования 25; 100; 200 и 500 мм.
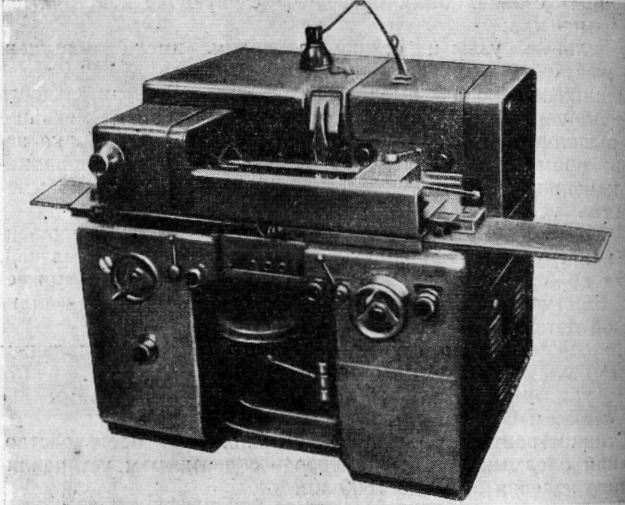
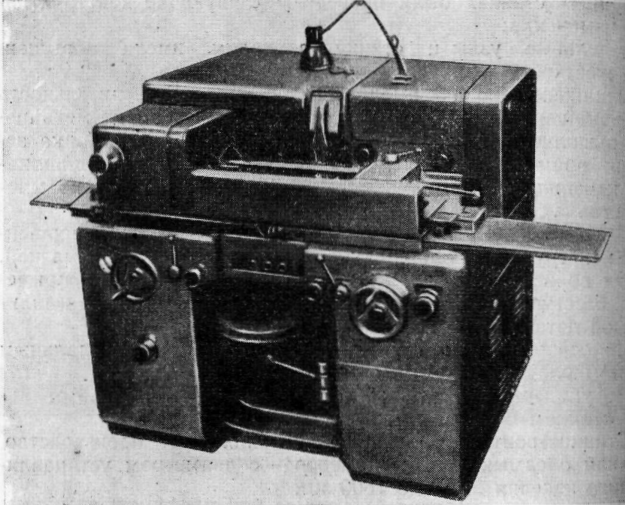
Фиг. 184. Внутришлифовальный станок мод. ЗА251.
По наиболее применяемому размеру станка — диаметром до 200 мм — освоен полуавтомат (фиг. 184) с автоматическим промером шлифуемого отверстия при помощи калибров (мод. ЗА251).
Станок мод. 3260 (фиг. 185), являющийся наибольшим типоразмером, предназначен для шлифования цилиндрических и конических отверстий диаметром до 500 мм и длиной до 500 мм.
Бесцентрово-внутришлифовальный автомат мод. 3263 предназначен для шлифования цилиндрических и конических колец шарико- и роликоподшипников цилиндрических и других аналогичных деталей с диаметром 70—200 мм и с отверстиями от 60 до 185 мм в условиях серийного и массового производства. Наибольшая длина шлифования 100 мм.
— 379 —
По вертикальным и горизонтальным хонинговальным станкам на Одесском и Стерлитамакском станкостроительных заводах были освоены все размеры мелких и средних станков.
— 380 —

— 381 —






















Оценили 3 человека
8 кармы